Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
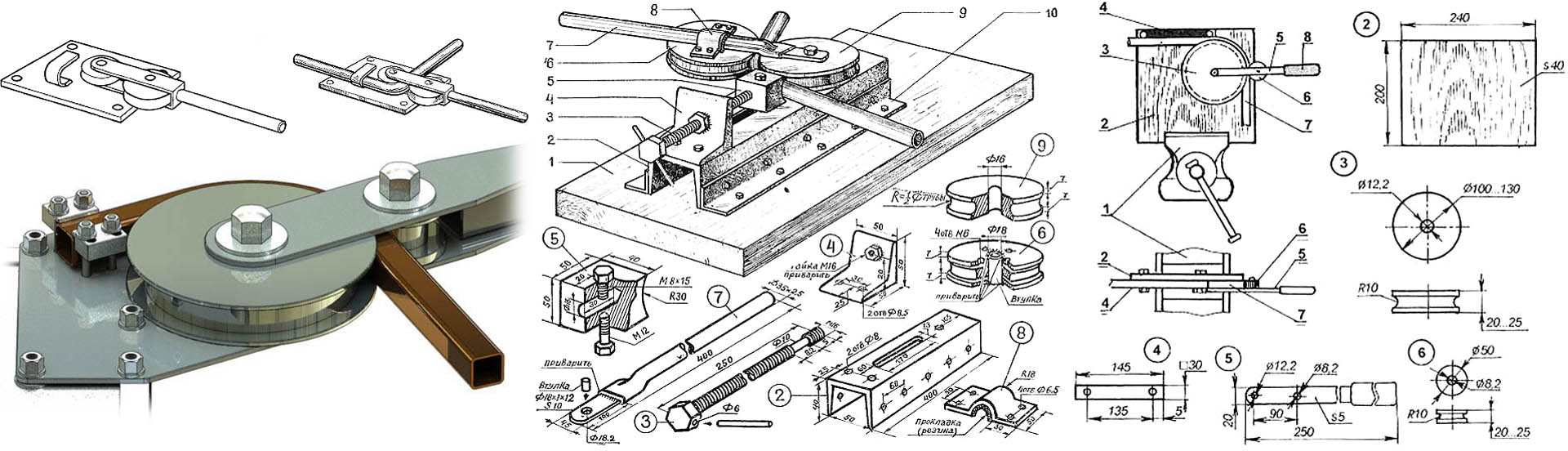
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:
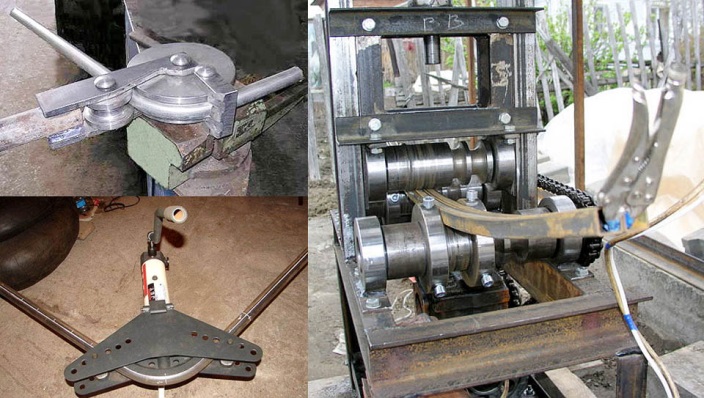
Самодельные трубогибы
Но немалая часть самодельных трубогибов гнет по принципу «как вышло, так и будет». Вместе с тем те, кому довелось видеть внутренности самолета или ракеты, наверняка обратили внимание на пучки и хитросплетения труб, гнутых, порой самым причудливым образом, чисто и ровно «как так и было». Но никаких «высокосмических» секретов в соотв. производственном оборудовании нет. На аэрокосмических заводах гнутьем труб занимаются рабочие низших разрядов или вовсе ученики. Секреты – в правильных пропорциях некоторых особенностях изготовления трубогибочных станков и устройств и в выборе подходящего для определенной работы их типа. В данной статье эти «секреты» раскрываются, с упором на трубогиб для профильной трубы, поскольку, с одной стороны, именно профтрубы нужнее всего в частном хозяйстве, а с другой – их гибка существенно сложнее, чем круглых.
Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
На военных советах принято прежде всего докладывать о противнике. Так что и мы «разбор полетов» начнем с того, чего нужно избежать.
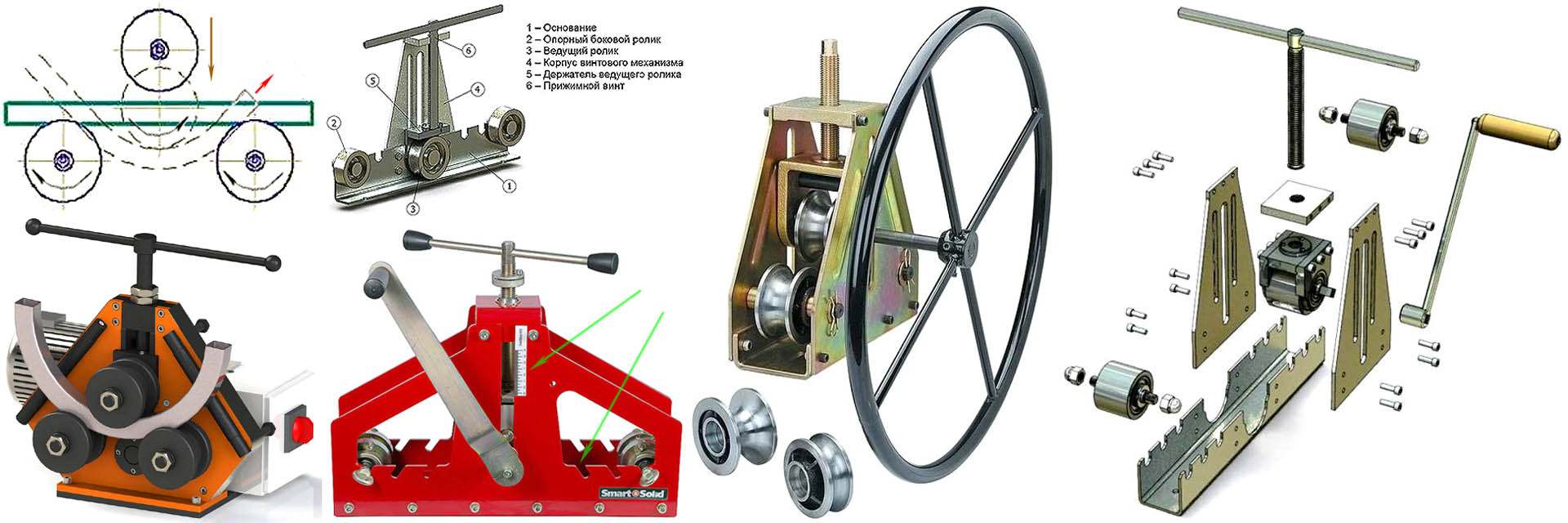
Типичные дефекты гнутья труб показаны слева на рис.:

Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Характерный дефект гнутья прямоугольных профтруб – «пропеллер» (в центре на рис.), когда труба в процессе гибки закручивается по оси. Арку или полуарку, согнутую с «пропеллером», исправить до пригодности в дело чаще всего невозможно. Причина «пропеллера» – несимметричное распределение технологических нагрузок во время гибки, и гибочное оборудование для профильных труб должно обеспечивать их правильно растекание по заготовке.
Еще один характерный дефект, но уже круглых тонкостенных труб из мягких металлов (меди, алюминия) – «плюшка» (справа на рис.), наружный и/или внутренний продольный рубец; чаще всего при этом на глаз заметно и сплющивание трубы, откуда и название. Микротрещина в «плюшке» где-то обязательно да будет. Хроническая протечка в домовом водоразборе или теряющий фреон кондиционер это не дешевая «запара», а утечка из топливного трубопровода просто опасна. Строительные конструкции, включающие трубчатые элементы с «плюшкой», склонны к внезапному разрушению. Причина «плюшки» гнутых труб – неправильный выбор и/или настройка трубогиба.
Главные правила
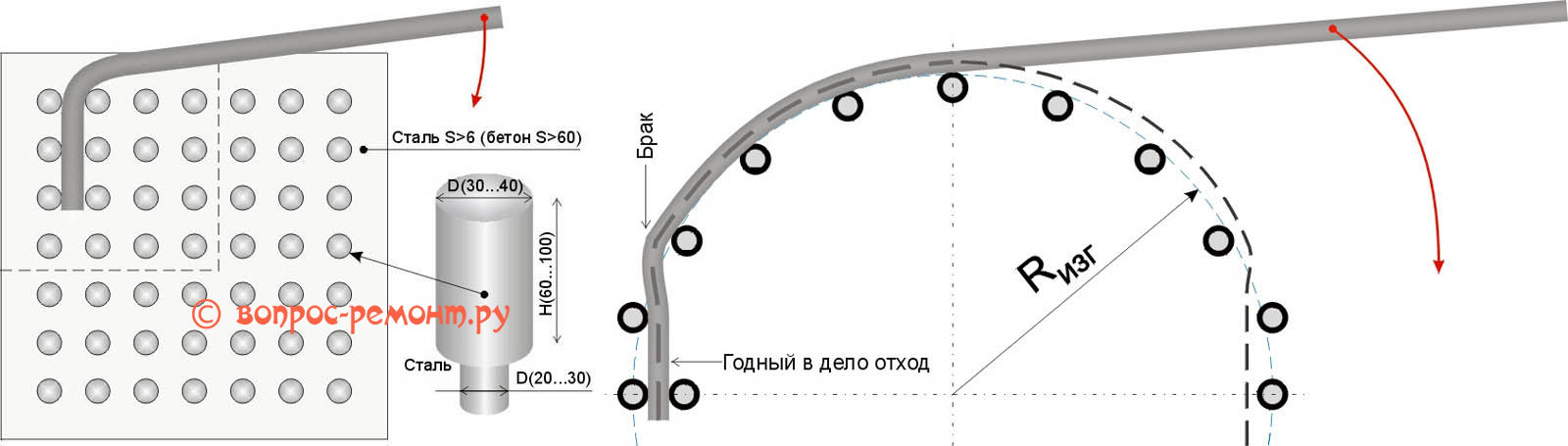
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
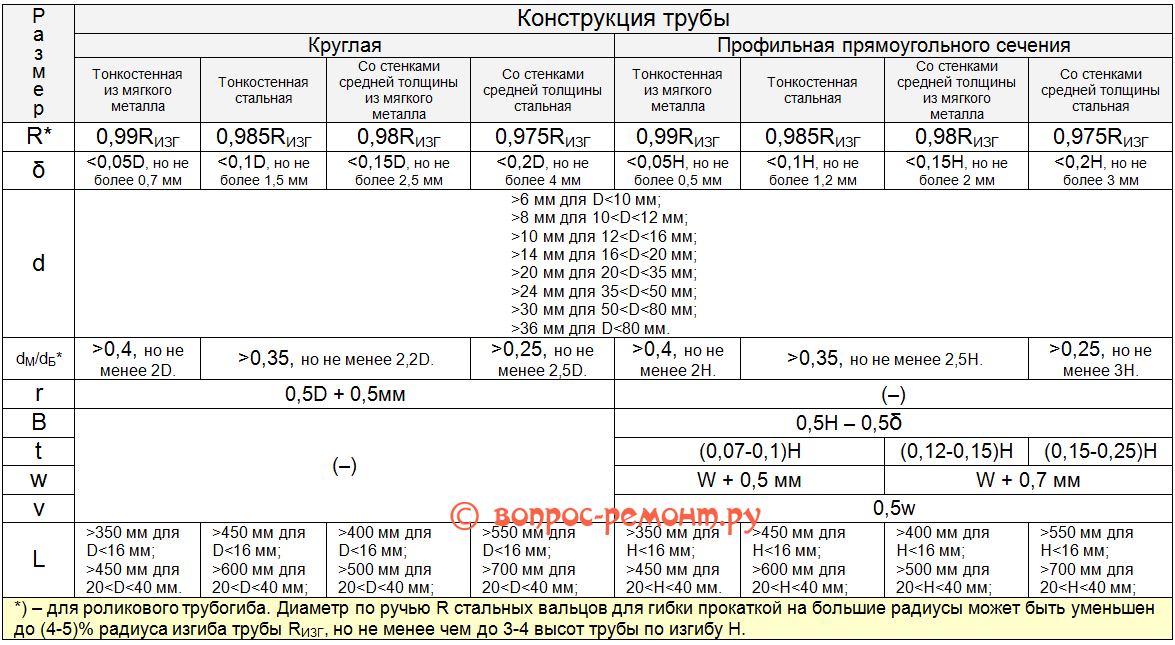
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:
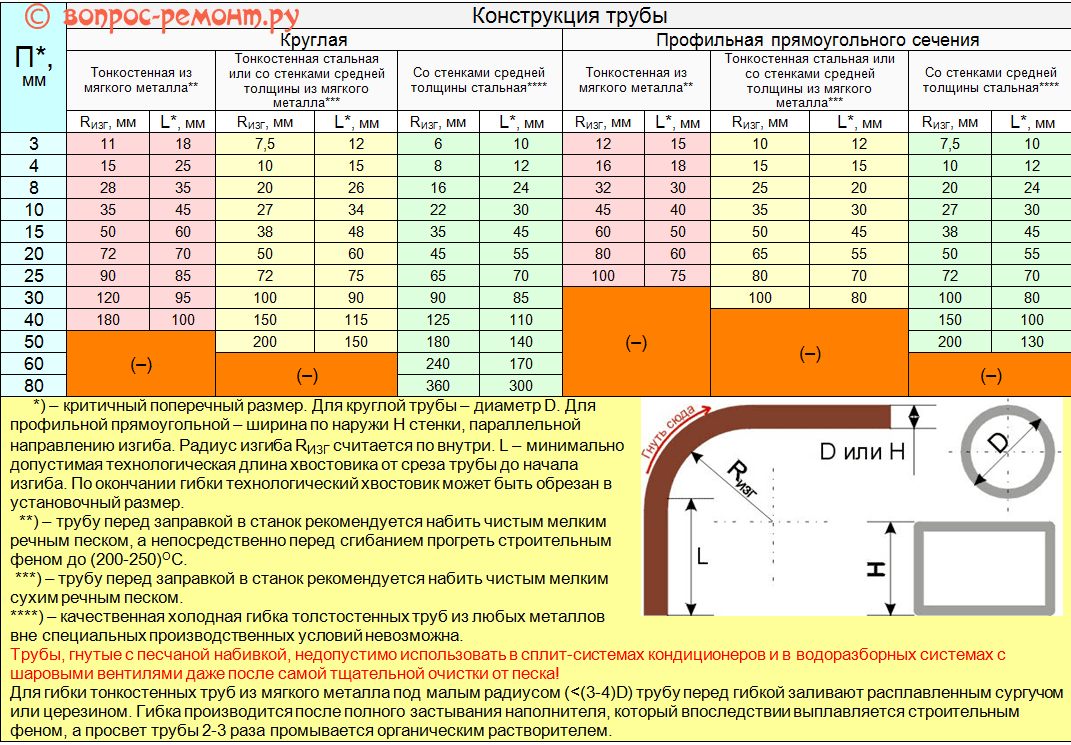
«Хвост» нужен в начале изгиба, т.е. труба заправляется в трубогиб с некоторым избытком на выходе. Значения RИЗГ рассчитаны на бездефектное сгибание. Если же допустимые дефекты (см. выше) приемлемы, то RИЗГ можно уменьшить на ступень след. образом:
- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Примечание: для некоторых типов трубогибочных устройств, напр. дорновых и 3-роликовых, см. далее, начальный (стартовый) «хвост» вроде бы не нужен. Но его роль в данном случае играет еще не изогнутый остаток заготовки, поэтому обрезать исходную трубу заранее точно в размер нельзя, выйдет брак. Отрезок на единичное «бесхвостое» изделие, напр. завиток для холодной ковки, вырезается в запасом на «задний хвост» такой же, как «передний». Запас идет в отход, поэтому изделия без прямых отрезков в начале и/или в конце лучше гнуть партиями последовательно из одной трубы, тогда в отход пойдет только самый последний «хвостик».
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
- на малые радиусы RИЗГ<5D (или 5H);
- на средние радиусы 5
- на большие радиусы 20D(H)
Как гнуть?
Имеются в виду факторы качества изгиба:
- Чистый (бездефектный) или нет – приемлемы ли допустимые дефекты.
- На домонтаж – искажения профиля изгиба не существенны, лишь бы лег в траншею/штробу/на опоры. «Хвосты» (прямые концы) изогнутого участка подрезаются в размер, т.е. отрезок трубы на гибку вырезается с запасом, который идет в отход.
- В размер – искажения профиля также не существенны, но «хвосты» при монтаже должны встать на место с заданной точностью. Так гнут заранее отмеренные части трубопроводов из дорогостоящих материалов: медные трубки для опусков газопроводов, части сплит-систем кондиционеров, трубчатые детали производственного оборудования. Напр., некоторые эксклюзивные ликеры получают в дистилляторах, парожидкостный тракт которых серебряный.
- По профилю на домонтаж – профиль изгиба выдерживается с заданной точностью; может подгоняться по месту вручную. Гибка производится с технологическими «хвостами» на подрезку по месту. Строительные конструкции, декоративные детали архитектурных форм.
- По профилю в размер – детали из ценных металлов производственного оборудования, приборов, машин и механизмов, которые при монтаже должны встать сразу на место или с минимальной подгонкой в точно установленных пределах.
Что гнуть?
В смысле – какого вида изгибы вам нужны? Это второй фактор, определяющий тип необходимого для данной работы трубогиба.
В хозяйственно-бытовой сфере чаще всего возникает необходимость в след. видах изгибов труб (см. также рис.):
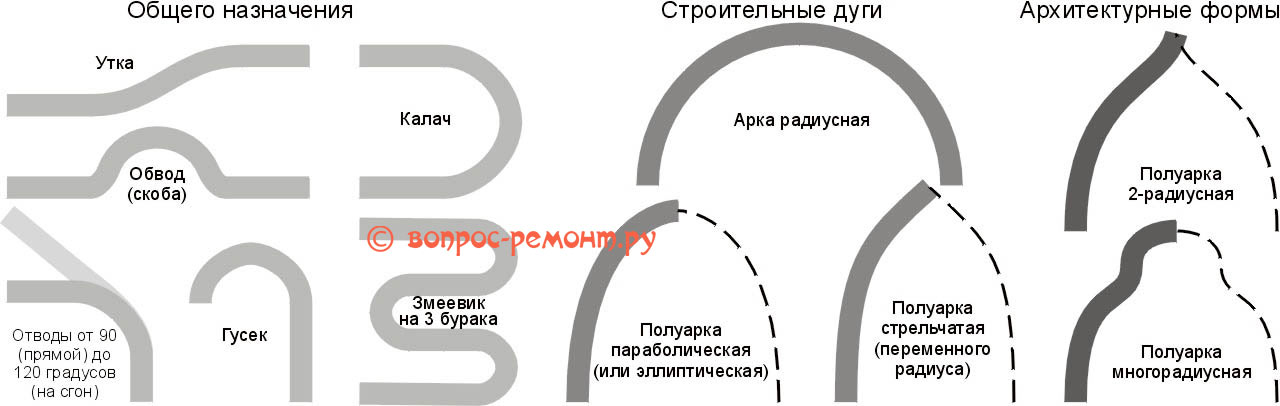
Виды изгибов труб
- Общего назначения – разного рода распределительные трубопроводы, вентиляционные устройства, вводы проводных коммуникаций, детали производственного оборудования, машин, механизмов, и т.п. Гибка более всего в размер или на домонтаж по малым; реже – по средним радиусам. В деталях водопроводов и вводных устройств приемлемы допустимые дефекты. Изгибы частей газо- и паропроводов, деталей технических устройств по умолчанию бездефектные, если в ТУ на изделие не указано иного.
- Строительные дуги – трубчатые изогнутые детали строительных конструкций, способные длительное время нести эксплуатационную нагрузку без опасности внезапного разрушения. Гибка почти исключительно по профилю в размер по большим радиусам, изредка – по средним. В ЛПХ самый востребованный вид такого рода деталей – арки из профтрубы для теплиц и др. хозпостроек. Из допустимых дефектов приемлема тянучка не более чем на 5% площади сечения просвета трубы.
- Архитектурные формы – радиус изгиба знакопеременный (то в одну, то в другую сторону) от малого до большого. Из-за «провалов» профиля изгиба несущая способность много ниже, чем у строительных дуг сопоставимых размеров. По той же причине возможно внезапное разрушение не изношенной детали. Гибка – по профилю на домонтаж; редко – в размер. Область применения преим. легкие нежилые сооружения для ландшафтного дизайна: беседки, альковы, цветочные коридоры и тоннели, декоративные шпалеры, заборы, и т.п. В конструкциях жилых и временно обитаемых сооружений применяются только совместно с дополнительными несущими элементами. Допустимые дефекты приемлемы, чаще всего даже на 20-25% площади просвета.
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
Описание конструкций
Изложенного выше материала достаточно для предварительного выбора конструкции необходимого для данной конкретной работы трубогибочного оборудования. Для уточнения к окончательному решению даем более развернутые описания.
Рычаг
Устройство ручного гибочного рычага – проще некуда, см. рис. Однако таким вот примитивным приспособлением века и тысячелетия выгибались детали, порой ставящие в тупик и современных технологов. Трубу можно уложить и просто на землю, подложив под нее деревянные чурбачки и закрепив вбитыми в грунт скобами. Работать рычагом лучше с придерживающим заготовку подсобником, сверяясь в ходе гибки по заранее подготовленному шаблону.
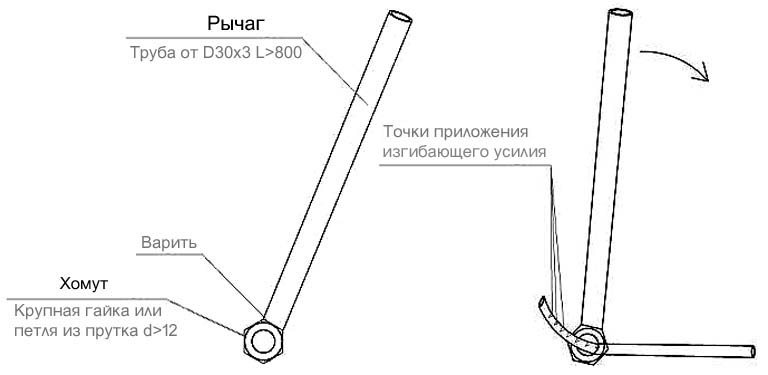
Ручной гибочный рычаг для труб
Плита
Гибочная плита (опорно-упорный ручной трубогиб) известна так же давно, как и рычаг. Конструкция в некотором роде гениальная: в качестве гибочного рычага используется сама изгибаемая труба, а вместо «дырки» (хомута на рычаге) его противоположность – прочный опорно-упорный штырь или несколько их. В общем, все по законам Мерфи: если никак не получается, как надо, попробуй сделать все наоборот.
Устройство гибочной плиты понятно по рис. (слева):
Гибочная плита (опорно-упорный ручной трубогиб) и ее “грунтовая” модификация для изготовления дуг каркаса теплицы
Наиболее употребительная разновидность – 4х4. На плите можно делать на доомонтаж (с допустимыми дефектами) все общеупотребительные изгибы. Мешающие упоры просто снимаются; недостающие подставляются. Шаг установки опорно-упорных штифтов берется таким, чтобы между ними входила самая толстая из используемых труб. Бетонную плиту можно залить прямо на грунт в каком-то непотребном месте стройплощадки, напр. где будет фундамент сарая (внутри, не под ленто
!) или, допустим, выгребная яма. Марка готового раствора – от М250; армирование не менее чем 2-ярусное. Лунки до штифты формируются деревянным палками, обернутыми пленкой или обильно смазанными солидолом (хуже). Штифты для бетонной плиты нужно делать с хвостовиками длиной в толщину плиты; можно применять и простые круглые штифты из отрезков толстостенной трубы или стального прутка.
«Земляная» модификация гибочной плиты показана в центре и справа на рис. Опоры/упоры – вбитые в грунт трубы или деревянные колья. На таком «станке» можно за раз выгнуть до 5-6 тепличных дуг из трубы до 16х15х2. Важная особенность: трубу нужно обводить по упорам медленно, в несколько приемов, иначе вследствие отдачи напряжения возможен брак – обратная волна. Пленка на ней будет все время протираться, а качественно смонтировать поликарбонатное покрытие вряд ли получится. Уложенные дуги оставляют в «станке» на сутки (лучше – до недели), чтобы остаточные напряжения в металле трубы «рассосались» (релаксировали) и профиль дуг не «сплеснул» за допустимые пределы.
Примечание: на основе гибочной плиты можно сделать универсальный опорно-упорный ручной станок для гибки труб и прутков, см. видео:
Видео: самодельный универсальный гибочный станок
Кондуктор
«Земляная гибочная плита» это уже в сущности гибочный шаблон – кондуктор. По цельным кондукторам гнут трубы на средние и большие радиусы (поз. А и Б на рис.); возможно, с переменным радиусом изгиба. В таком случае концы заготовки на шаблоне стягивают на время релаксации металла сдвоенной тетивой, которую туго закручивают вставленным посередине куском прутка.
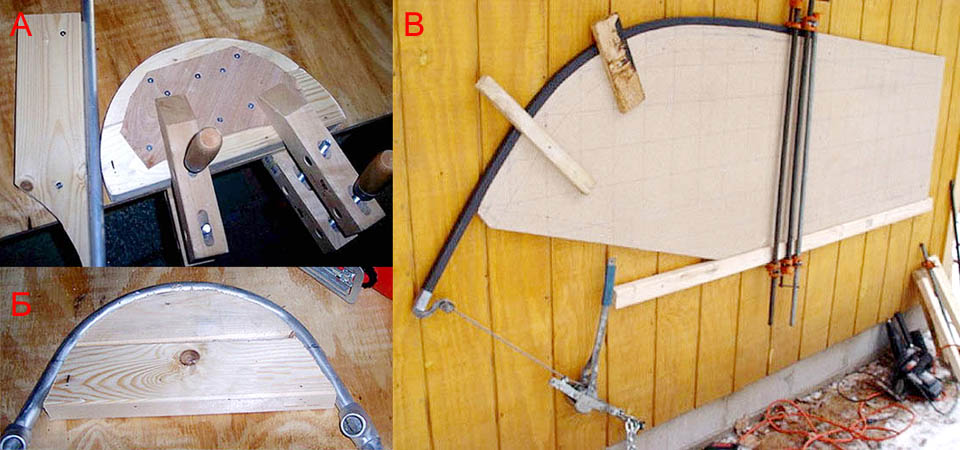
Гибка труб по кондуктору
Гибка по кондуктору возможна без использования производственной площади, если повесить шаблон на стену. Тогда фиксацию заготовки делают струбциной и ручной лебедкой (поз. В). Возможна гибка по знакопеременному радиусу, для этого трубу в вогнутостях профиля зажимают контршаблонами. О гибке труб обводкой по кондуктору см. также сюжет:
Видео: кондуктор для холодной ковки от А до Я своими руками
Слово и вальцах и роликах
Сердце всех описанных далее трубогибочных инструментов и приспособлений – профилированные ролики и вальцы. Именно эти детали в первую очередь определяют качество изгиба. Если хороший на вид станок гнет трубу 20х40х2 по радиусу 2 м с волной и/или «пропеллером» – на 99% виноваты неправильные вальцы.
Профили, размерные параметры и установочные соотношения для вальцов и роликов трубогибочных устройств показаны на рис.:
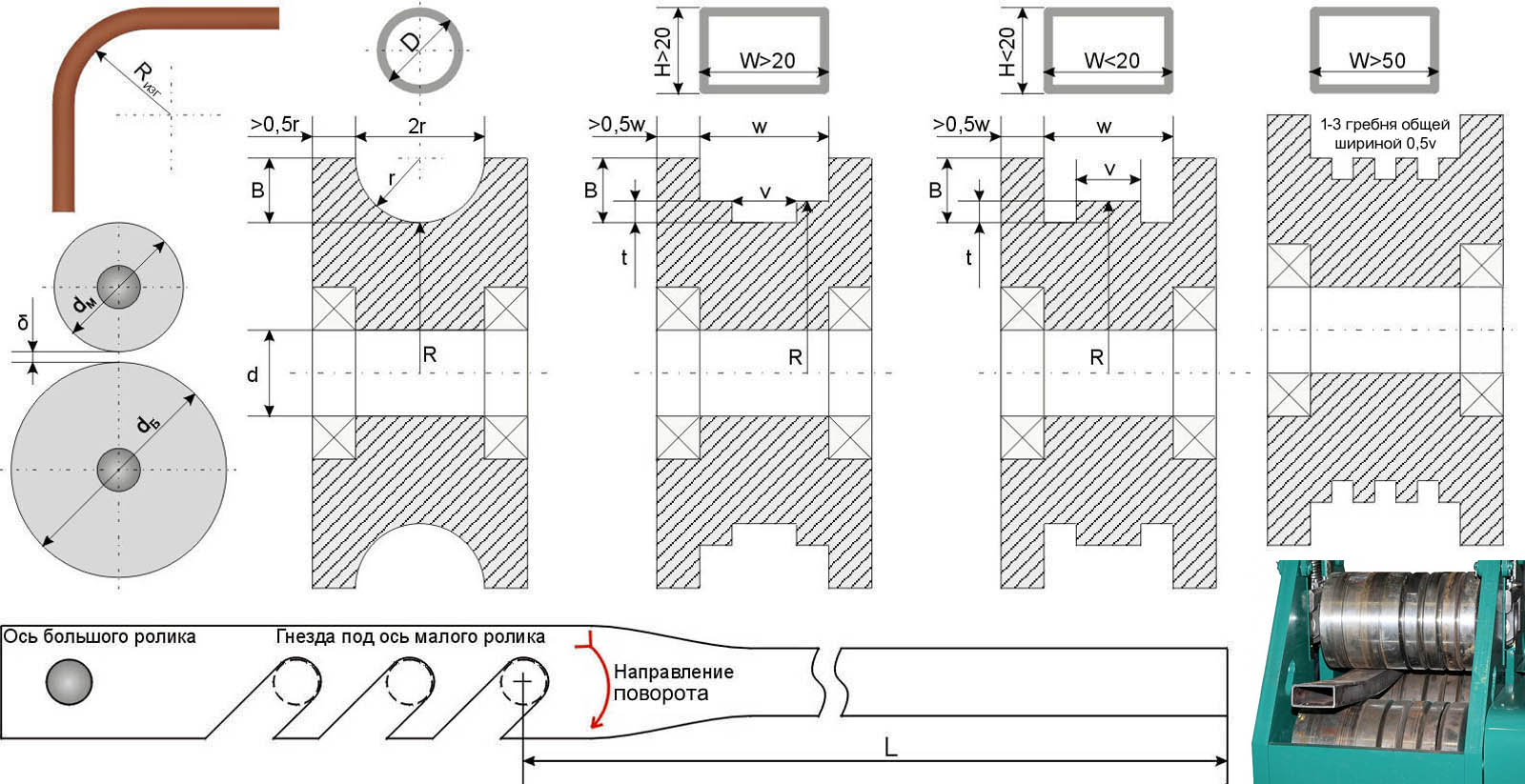
Профили, размерные параметры и установочные соотношения для вальцов и роликов трубогибочных устройств
Канавки и гребни в ручьях (рабочих желобах) роликов/вальцов для профильных труб нужны для рассредоточения технологических напряжений таким образом, чтобы исключить «плюшку» на изгибаемых сторонах и общий «пропеллер». Ширина пазов и гребней в ручьях вальцов для широких труб (справа на рис.) – в пределах 5-10 мм. Для гарантии от «пропеллера» этого еще недостаточно, см. далее. Внизу на рис. показано и устройство рычага-рукояти для ручных роликовых трубогибов. Ролики от выпадания фиксируются гайками за резьбовые хвостовики осей, но вжимание оси в косой паз при повороте рычага намного уменьшает способность ролика «пустить волну». Если сделать пазы с шагом 20 мм (по соображениям прочности), то, имея 2-4 сменных малых ролика разных диаметров, можно достаточно оперативно перенастраивать инструмент на RИЗГ где-то в пределах 20-120 мм с шагом 10 мм, чего для практических целей вполне достаточно. Численно выраженные размеры к рис. даны в табл:
А вот что для вальцов трубогиба для дуг из профтрубы не обязательно, так это «космическая» точность – в работе прикатаются до зеркала, как рельсы под колесами поезда. Поэтому, во-первых, вальцы трубогибочного станка для мелкого профиля на большие радиусы (самое то для тепличных дуг) можно набрать из фанерных дисков (см. рис.). Тогда радиус вальцов по ручью R должен быть не менее (0,2-0,25) RИЗГ, иначе труба может «слизать» ручей, и станок заклинит, а заготовка будет «запорота».
Трубогибочный станок с фанерными вальцами
Во-вторых, долговечные стальные вальцы/ролики на малые и большие радиусы можно сделать без токарки:
Видео: ролики для трубогиба без токарки
или
и даже без сварки и токарки:
а вальцы простого трубогиба для тепличных дуг в ручной протяжкой – из подшипников:
Роликовые
Ручные обкатные трубогибы бывают 3-роликовые (с прижимным роликом) и 2-роликовые (со скользящим упором трубы). Ролики там и там нужны точеные по профилю (точность – обычная машиностроительная), поэтому, понятно, 3-роликовый трубогиб (см. рис. ниже) обойдется дороже, но, если не рвать рычаг резко, на минимальном для данной трубы RИЗГ даст чистый бездефектный изгиб. Рабочее усилие на рычаге 3-роликового трубогиба меньше, чем на рычаг инструмента с упором, но 3-роликовая гибка в размер невозможна – труба заметно тянется за обводным роликом, поэтому заранее отмеренные ценные заготовки гнут на отводы и калачи 2-роликовым.
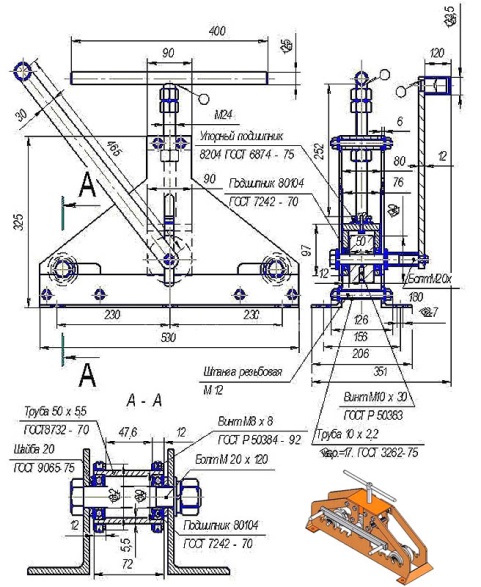
Устройство и чертежи 2-х вариантов двухроликового ручного трубогиба
Устройство 2-роликового трубогиба показано слева на след. рис., а в центре и справа даны чертежи 2-х его вариантов для слесарных, хозяйственных и монтажно-ремонтных работ: настольного и съемного для установки в тиски. Обратите внимание: пользоваться съемным трубогибом с горизонтальной плитой много удобнее. Поэтому к исподу плиты многие любители крепят Т-образно уголки от 60х60х3 и так зажимают приспособление в тиски. Но – только если их губки стальные или из серого либо белого инструментального чугуна. А сейчас в продаже полным-полно красивых, как шоколадки, тисков из сырого чугуна. От сравнительно небольшого усилия наперекос из губки отламываются очень даже хорошо.
Устройство трехроликового ручного трубогиба
Примечание: дополнительно, как собственноручно сделать без токарных работ роликовый трубогиб для профильных труб, см. видео:
Видео: простой трубогиб за 2 часа без токарки
Арбалетный
Трубогиб арбалетного типа это по сути гибочный пресс, действующий по принципу продавливания заготовки между парой точеных профилированных роликов, являющихся в данном случае матрицей пресса. Поэтому ручные арбалетные трубогибы с реечным храповым приводом редкость: на 3-4 сгибе медной трубы-десятки рука уже устает. Большая часть арбалетных трубогибов снабжается гидроприводом с подкачкой от руки или электронасоса. Скажем сразу: делать самому арбалетный трубогиб особого смысла нет. Причина не точеные ролики и/или гидравлика, но его главная часть: пуансон (башмак). Нужное для его изготовления оборудование разместить дома или в гараже и запитать от бытовой электросети совершенно нереально. Если же найти старый изношенный башмак (а их нужно несколько), то вместо более-менее приличного изгиба пойдет рвань да дрань. Поэтому назначение данного раздела – более помочь читателю выбрать подходящий арбалетный трубогиб из имеющихся в продаже или под аренду.

Арбалетные трубогибы
Оправдано может быть только самостоятельное изготовление стационарного арбалетного трубогиба (поз. 1 на рис.) на старте микропредприятия соотв. профиля. Набор башмаков и автодомкрат от 10 тс для него обойдутся в разы дешевле готовой единицы оборудования, тем более, что домкрат можно снимать для использования по назначению. На такой случай примерные размеры рамы установки приведены на поз. 2; ее металл должен держать усилие разрыва от 10 тс, а сдвиговое прим. до 7 тс. Но учтите: делать можно будет только сравнительно небольшие детали. Чтобы перегнуть посредине под 90 градусов 6-м трубу, весь станок нужно будет приподнять над полом более чем на 1,7 м. Что означает: высокий потолок, прочная опорная конструкция и подмости для оператора. А с точки зрения надзорных органов – работа на высоте, которая требует особого лицензирования.
Если же вы намерены купить гибочный арбалет (вариант торгового наименования), то лучше брать с двойной угловой рамой и в полном комплекте (поз. 3): докупать потом башмаки/ролики/правила поштучно обойдется в 2-4 раза дороже. Нежелательно брать инструмент с прямой рамой (поз. 4), такой дает тянучку, что заметно и на рекламном фото. Ряды установочных отверстий роликов должны быть расположены с изломом прим. на 150о, вершина которого должна приходиться на центр кривизны башмака на его рабочем выходе. Тогда гибка под 90о будет чистой, а, если приемлемы допустимые дефекты, то можно согнуть и калач.
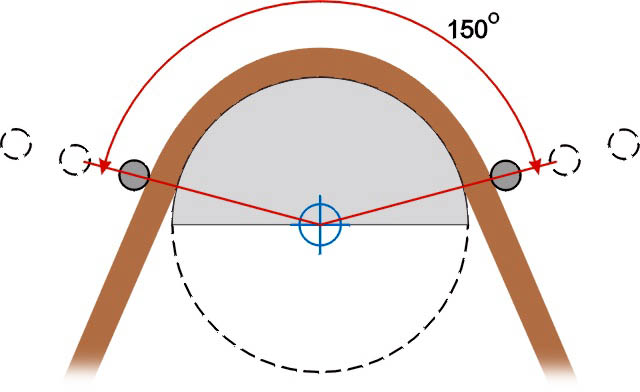
Правильное расположение установочных отверстий обводных роликов в раме арбалетного трубогиба
Что же касается «дешевых» инструментов с одинарной рамой и скользящими упорами (поз. 5), то это откровенно-коммерческая халтура. Усилие изгиба – сотни кгс или тонны, и уход изгиба от плоскости («задир усов») из-за перекоса рамы может достигать 3-5 мм/м, причем по краям изгиба идет волна. Это еще не так страшно, поначалу инструмент гнет удовлетворительно. Но вскоре покрытие скользящих губок изнашивается, их металл омедняется, и на изгибе идут задиры, а то и «плюшка» с видимыми трещинами. В общем, такой инструмент – для продажи, но не для долгой регулярной работы.
Дорновые
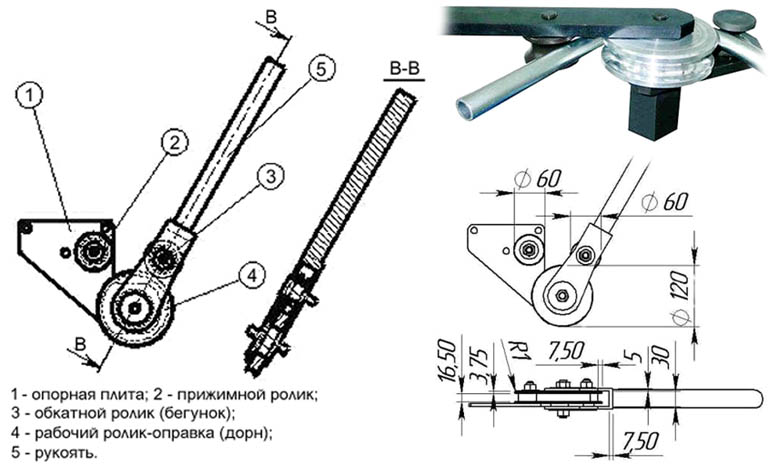
Дорном называется гибочный шаблон (кондуктор), к которому заготовка не прижимается, но обводится по его ручью. Применяются дорновые (обводные) трубогибы, во-первых, если изгиб малого радиуса должен быть максимально чистым и точным. С этой целью ручной привод делается храповым с понижающей передачей или электрогидравлическим. Ручные рычажные дорновые трубогибы используются, во-вторых, если нужен недорогой инструмент для быстрой гибки более чем на 90о с удовлетворительным качеством (заготовки скоб, калачи, змеевики).
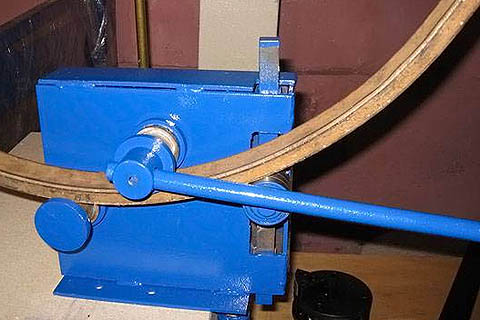
Устройство и принцип действия ручного дорнового трубогиба с поворотным кондуктором и шестеренчато-храповым механизмом показаны слева на рис.:
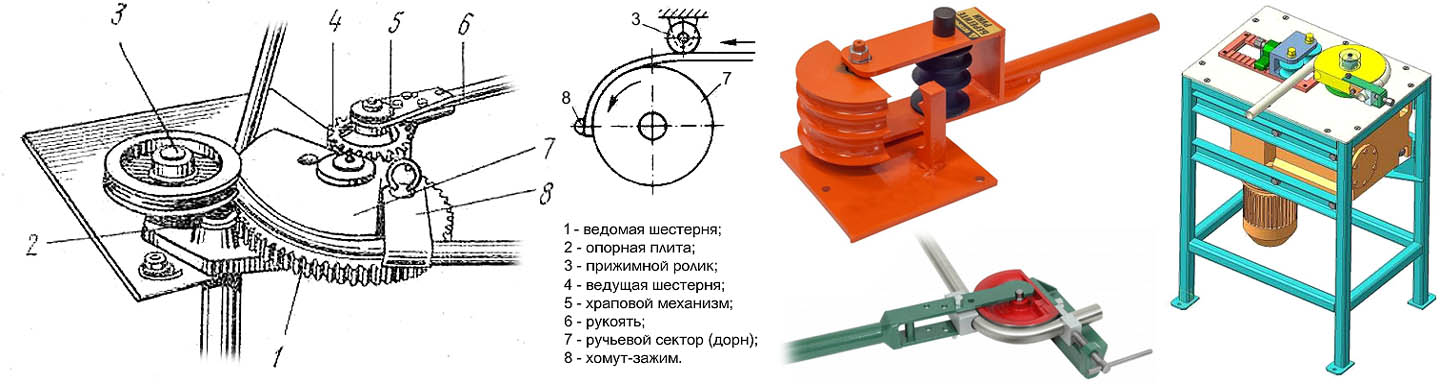
Обводные трубогибы с поворотным кондуктором
Покупной ручной обводной трубогиб с неподвижным кондуктором (в центре) нужно выбирать по тем же критериям, что и арбалетный: мощная устойчивая конструкция, прикатка заготовки к шаблону роликами (вверху в центре). На производстве достаточно широко применяются дорновые гибочные станки с электрогидравликой (справа на рис.) для очень точной и чистой гибки в размер по профилю (возможно, переменной кривизны). Дополнительный к прижимному «висячий» (паразитный) ролик служит гасителем вибраций. Электромотор через зубчатую передачу вращает кондуктор и одновременно гидронасос, от которого работает гидроцилиндр, прижимающий ролики с точно заданным усилием.
Вальцовые
Прокатные (протяжные, вальцовые) трубогибочные станки известны также в 2-х вариантах определенного назначения: с неподвижным и ломающимся столом. Те и другие, ручные и с машинным приводом, устанавливаются стационарно либо выполняются возимыми автотранспортом для использования по месту производства работ. Применяются, как правило, для гибки по большим радиусам профильных труб прямоугольного сечения, однако можно гнуть и круглые трубы. Дуги из кругляка выходят гнутыми немного винтом (по пологой спирали), но этот дефект в данном случае (круглая труба) вполне исправим в ходе монтажа. Но «винт» профтрубы обязательно пойдет и с «пропеллером», который на круглой трубе просто незаметен.
С неподвижным столом
Вальцовые трубогибы с неподвижным столом гнут профтрубы по большим радиусам без дефектов точно по профилю. Технологические «хвосты» заготовки на старте и в конце процесса не нужны, т.е. возможна гибка по профилю в размер. Однако профиль единственный: циркульная (однорадиусная) дуга. В целом такие гибочные станки – оптимум для массового производства несущих арок теплиц, навесов, гаражей и пр. хозпостроек, в т.ч. на выезде у заказчика.
Устройство вальцового трубогиба показано на рис.:
Устройство вальцового трубогиба с неподвижным столом
Слева вверху – его принцип действия: заготовка укладывается на нижние вальцы и поджимается до нужного радиуса изгиба верхним, затем вальцы приводятся во вращение, пока не выйдет «задний хвост». Нижние вальцы – одинаковые, это обеспечит симметричное растекание технологических напряжений и, соотв., чистый бездефектный изгиб. Верхний валец обычно делают диаметром в 1,5-2,5 раза больше, чем у нижних, это ускоряет прокатку, не увеличивая существенно рабочего усилия. Приобретая или проектируя самодельный трубогиб такого типа, проследите, чтобы на нем были шкала радиусов изгиба, а установочные пазы нижних вальцов – косые «обратной елочкой» (показано зелеными стрелками). Без шкалы радиусов придется испортить несколько заготовок, а вальцы в прямых пазах, поперечных или продольных (см. ниже), могут вследствие биений или смещения «пустить волну». В работе – берегитесь несимметричной установки или смещения вальцов, тогда никакая их правильная профилировка не спасет от «пропеллера». Чертежи вальцового трубогиба для профтруб до 45 мм по широкой стороне даны на рис.:
Чертежи вальцового трубогиба с неподвижным столом
Недостаток данной конструкции – установка нижних вальцов в прямых продольных пазах, лучше бы предусмотреть косые, как показано на врезке там же. Оперативность перенастройки станка заметно не снизится, зато несимметрия и сбои настройки в работе исключаются.
Еще о приводе
Симметрия приводного усилия также важна в первую очередь «от пропеллера». Симметричное расположение вальцов в данном случае еще не вполне достаточная мера.
Для симметричного растекания технологических напряжений ведущий валец также должен быть расположен симметрично относительно ведомых, т.е. привод станка нужен на центральный (верхний) валец. Если же, напр., по эргономическим соображениям, привод просто перенести на нижний валец (слева на рис.), то станок рано или поздно (или сразу же) даст «пропеллер» и, возможно, волну на больших радиусах.

Неправильное и правильное выполние привода вальцового трубогиба
В таком случае ведущими нужно сделать оба нижних вальца, синхронизировав их жестким вторичным приводом, напр. цепным, в центре. А лучше всего сделать все вальцы одинаковыми и синхронизировать все 3. Прокатка несколько замедлится, но ее неустранимые дефекты будут исключены. Если же заменить рычажный ворот штурвалом, как на рис. в начале раздела, да потяжелее, чтобы работал и как маховик, то гибка пойдет – «хоть для ракеты».
С ломающимся столом
Рабочий стол вальцового трубогиба данного типа состоит из 2- частей: неподвижной и подвешенной на шарнире. «Висячая» часть подпирается домкратом, и на ней устанавливается исходящий нижний валец. Таким образом точно и плавно выставляется радиус изгиба труб
. Конструкция получается довольно громоздкой и тяжелой, поэтому устанавливается только стационарно.
Распределение технологических напряжений заготовки в трубогибе с ломающимся столом изначально немного асимметрично. Простая мера борьбы с этим – одна-единственная, организационная: не крутить привод слишком быстро, выжимая производительность. Зато, во-первых, можно гнуть не только на большие, но и на средние радиусы: пределы регулировки RИЗГ в трубогибе с ломающимся столом много шире. Это обстоятельство существенно и при неподвижном столе, поэтому некоторые мастера-механики делают вальцовые трубогибы с неперемещаемым верхним вальцом, а установку RИЗГ производят подъемом исходящего реечным механизмом, см. рис.:
Регулировка радиуса изгиба вальцового трубогиба перемещением исходящего вальца
Во-вторых, располагая квалифицированным помощником, можно гнуть с плавно переменным радиусом, напр., стрельчатые полуарки: один крутит привод (или регулирует электрический), а второй подкачивает домкрат. А зачем лишняя красота? Настоящая красота лишней не бывает. К примеру, теплицы на стрельчатых арках более чем актуальны в северных регионах, где Солнце и летом-то не поднимается высоко. Прим. +15-20% прибавки урожая и 10-12% экономии на освещении это уже красота экономическая, материально очень ощутимо выражающаяся.
Устройство, приблизительные размеры и некоторые конструктивные особенности вальцового трубогибочного станка с ломающимся столом показаны на рис.:
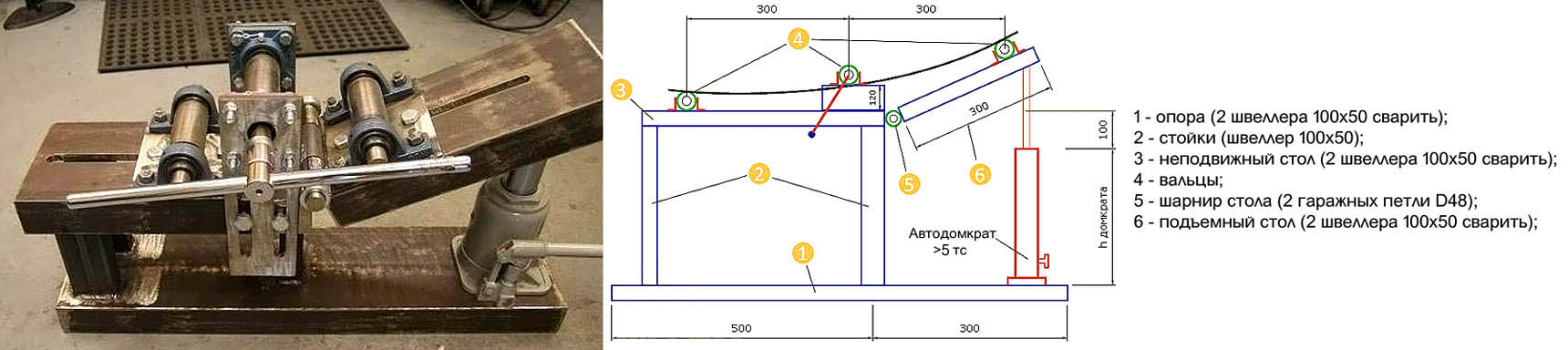
Устройство и размеры трубогиба с ломающимся столом для профтрубы
Установка ведомых вальцов скользящими в продольных пазах – довольно-таки ценная находка. Расширение диапазона регулировки RИЗГ это, как говорится, еще семечки: раздвигая нижние вальцы несимметрично от верхнего, можно компенсировать асимметрию растекания напряжений. В принципе, потратив массу времени и материала на опыты, можно построить установочную кривую или таблицу для разных RИЗГ, по которой станок настраивается на бездефектную гибку. Правда, возможность изготовления полуарок переменного радиуса при этом, скорее всего, пропадет или существенно сузится. Что, конечно, не есть хорошо.
Примечание: дополнительно об изготовлении вальцового трубогиба с ломающимся столом см. ролик:
Видео: вальцевый трубогиб с ломающимся столом
В заключение
Производство арочных и полуарочных деталей строительных конструкций из профтрубы дело довольно прибыльное и не требующее существенных затрат на старт. Поэтому напоследок см. видео в 2-х частях, как своими руками сделать вальцовый трубогиб уровня, близкого к профессиональному, для изготовления из профильных труб арок для теплиц и хозпостроек, ч. 1:
Видео: серьезный трубогиб своими руками
cope itemtype=»//schema.org/Article» data-nonce=»988350769e»>





(Пока оценок нет)
cope itemtype=»//schema.org/Organization»>

Загрузка…



