Технология производства сэндвич-панелей в Чебоксарах
Производство состоит из следующих процессов:
- нарезка минплиты на ламели;
- покраска металлопроката;
- изготовление сэндвич-панелей как готовых конструктивных элементов
Сердечник панели – это минплита, нарезанная на бруски (ламели) с волокнами в вертикальном направлении. Такая ориентация волокон обеспечивает повышенную прочность. Многопильный станок для нарезки ламелей оборудован кареткой, несущей сменные картриджи для различных размеров от 5 до 30 см в соответствии с толщиной самой панели. Обратить внимание на сэндвич-панели (здесь https://krohn.ru/products/wall-panels/ можно познакомиться с ассортиментом данного стройматериала).

Что представляют собой СП?
Качество строительства с помощью сэндвич-панелей зависит от правильно сформированных многоступенчатых замков, расположенных на торцах. Загнутый особым образом лист металла гарантирует тесное прилегание, лёгкость и точность стыкования без применения герметика. Фасад приобретает привлекательный законченный вид.
Рулон металлопроката, покрытый антикоррозийным составом, размещается на барабане. На крашеную поверхность листа специальный механизм наклеивает предохраняющую плёнку. Далее металлу придают необходимый профиль и прокатывают через валки, формируя замки. Профильный лист помещается на стенд сборки панелей крашеной стороной вниз.
Процесс изготовления сэндвич-панелей
При изготовлении сэндвич-панелей применяется двухкомпозитный клей, прочно соединяющий листы металлопроката с сердечником. Клеевые компоненты наносятся на оба листа двумя траверзами с распыляющим механизмом, что обеспечивает равномерность клеевой основы по длине и ширине детали.
Достоинства сэндвич-панелей
На металл помещают заготовленные ламели, смещая стыки в длину. Фрезерованные кладут на края для формирования паза и гребня. Траверзом наносят клей. Сверху накрывают другим листом. Готовые панели поступают под пресс с подогревом до определённой температуры длиной 24 м, шириной 1,25 м. Его конструкция создаёт давление по всей плоскости 2 кг/см2. Осуществляется процесс полимеризации клеевого состава.
Ленточные пилы распиливают панели по заданным размерам. Затем разгрузочный механизм, достигающий 14 метров, снимает и укладывает панели в стопки высотой максимум 80 см. Централизованное управление синхронизирует работу всех присосок разгрузчика.
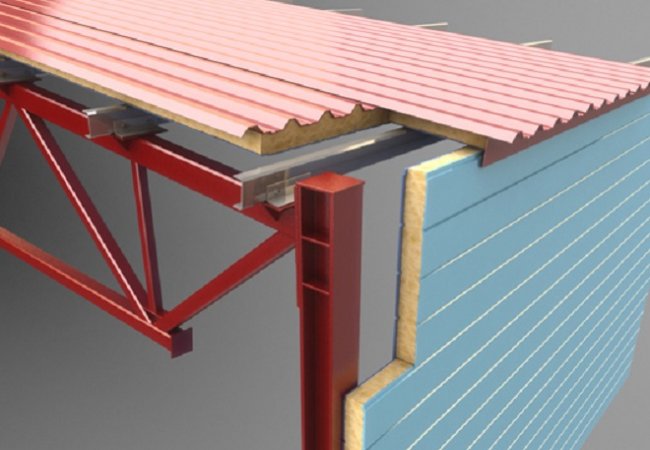
Гофрированная снаружи панель применяется для устройства кровли. Штабелевание таких изделий имеет свои особенности. Чтобы укладка была плотной, панели кладут попарно лицевыми сторонами друг к другу. Для этого, когда надо, разгрузчик переворачивает изделие на 1800.***





