Циркулярная пила, или попросту циркулярка – нужнейшее оборудование в первую очередь при самостоятельном деревянном строительстве. Если закупить начерно опиленный на пилораме сырой строевой лес, выдержать его и самостоятельно распустить на длинномер циркуляркой, сметная стоимость постройки падает буквально в разы. Необходима циркулярка и при разного рода отделочных работах, любителям мастерить, да и просто на хозяйстве будет полезна. Стационарная циркулярная пила заводского изготовления стоит очень и очень недешево, но вполне пригодную для хозяйственных нужд или, скажем, постройки сарая, возможно соорудить из подручного хлама; лишь несколько точеных деталей придется заказать на стороне. В этой статье рассказывается, как делается стационарная циркулярная пила своими руками, как приспособить ее же для фугования и отпиливания поперек или под углом, а также описываются самодельные принадлежности для применения ручной циркулярки как стационарной.
Какую делать?
Первый вопрос – какая нужна глубина реза? Зубья пильного диска должны входить в материал под определенным небольшим углом, иначе рез пойдет рваный, а работа станет опасной. Угол входа зуба определяет допустимый выступ пильного диска над рабочим столом. Для дисков с зубьями разного профиля величины выступа несколько отличаются но, в общем, «выпихивать» диск более чем на 1/3 его диаметра не надо – может «закусить», что создаст опасную ситуацию.
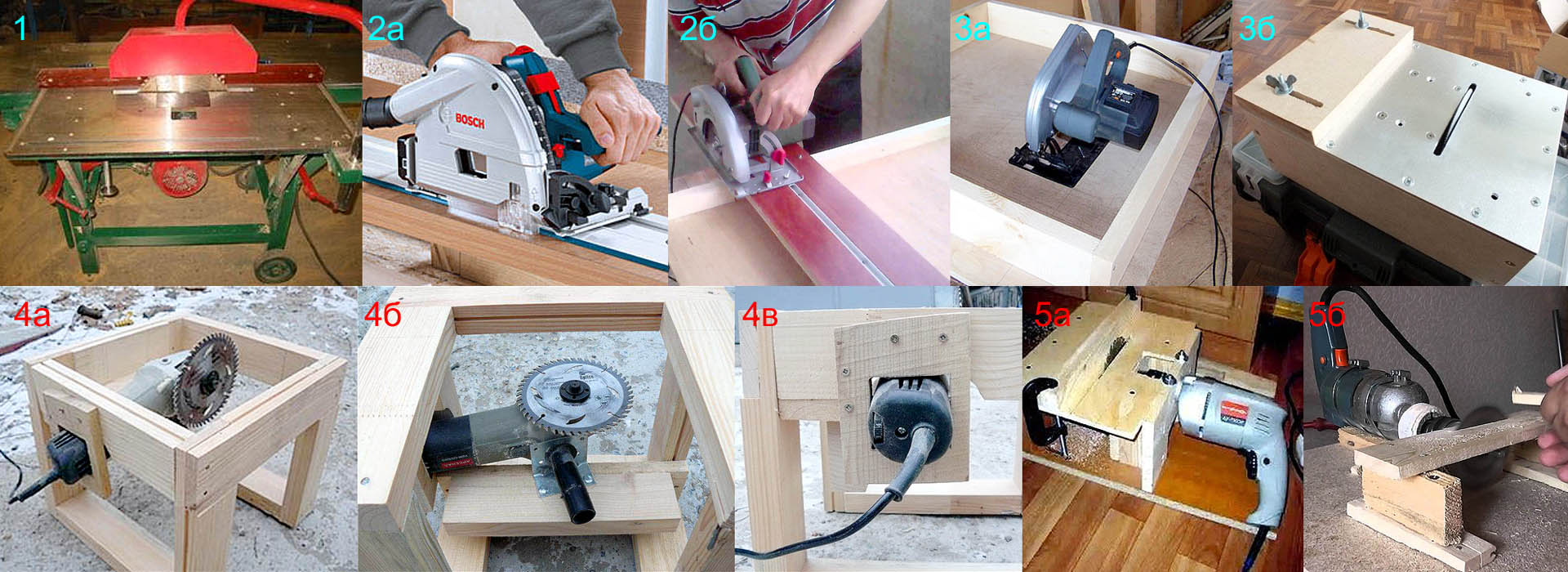
Итак, в зависимости прежде всего от требуемой глубины запила циркулярка своими руками делается различного типа конструкции; много значит и нужная длина реза. Для распиловки дерева толщиной прим. до 120 мм нужен диск диаметром от 350 мм. Толщину распиловки можно удвоить, проводя каждый рез дважды с противоположных сторон, но тогда распущенный длинномер нужно будет отфуговать. В таком случае нужен стационарный деревообрабатывающий станок с пильным диском и фуговальным барабаном, поз. 1 на рис. Длина реза на нем определяется длиной заготовки и размерами мастерской. Для привода хватит асинхронного двигателя на 1,2-2 кВт; электромотор такой мощности можно найти однофазный на 220 В. Если же хочется построиться совсем дешево, заготовив неокоренный кругляк, то нужна уже намного более сложная пилорама, а не циркулярка.
Виды самодельных циркулярных пил
Для чистой распиловки на месте в ходе отделочных работ (допустим, на выезде) на длину до 1,5-2,5 м, в т.ч. под произвольным углом, требуется ручная циркулярная пила с направляющей-рейсшиной, фирменной (поз. 2а) или самодельной (поз. 2б). К ней же можно построить циркулярный стол с боковым упором (поз. 3а и 3б). Длина реза становится неограниченной (в пределах помещения), но его глубина не превысит 40-50 мм, с учетом ее уменьшения на толщину рейсшины или столешницы.
Любители пробуют также приспосабливать под циркулярки УШМ (болгарки) и ручные дрели (поз. 4 и 5). Мощности болгарки на 1300 Вт, по идее, хватит на рез глубиной 200-250 мм. Но ставить на УШМ пильный диск больше штатного (как правило, 120-160 мм) нельзя, даже если он рассчитан и на большую скорость вращения. Реально же глубина реза получится не больше 30-32 мм; если «взять глубже», пойдут опасные «закусы». Дело тут во внешней характеристике коллекторного электромотора, см. далее.
Циркулярка из дрели возможна только маломощная, на глубину не очень-то качественного реза до 15-20 мм. Почему? Потому, что осевое биение патрона дрели с ударным механизмом (или перфоратора) недопустимо велико для пильного диска, а точные безударные дрели маломощные. Пытаться пилить ими глубже понемногу, ограничивая скорость подачи заготовки, бесполезно – пила «кусает» и рвет материал. Причина все в том же коллекторном моторе.
О технике безопасности
Деревообрабатывающие станки являются оборудованием, создающим повышенную опасность. Для изложения содержания томов ТУ и ТБ на них в популярной статье нет места, да и отвечает домашний мастер сам за себя. Поэтому вкратце покажем «от обратного»: каким не должен быть циркулярный станок, чтобы работа на нем была возможна без травматизма и увечий. Пример «произведения», нарушающего все непременные правила более-менее безопасного устройства распиловочно-фуговальных станков, показан на рис. (электрическая часть – тема отдельная).
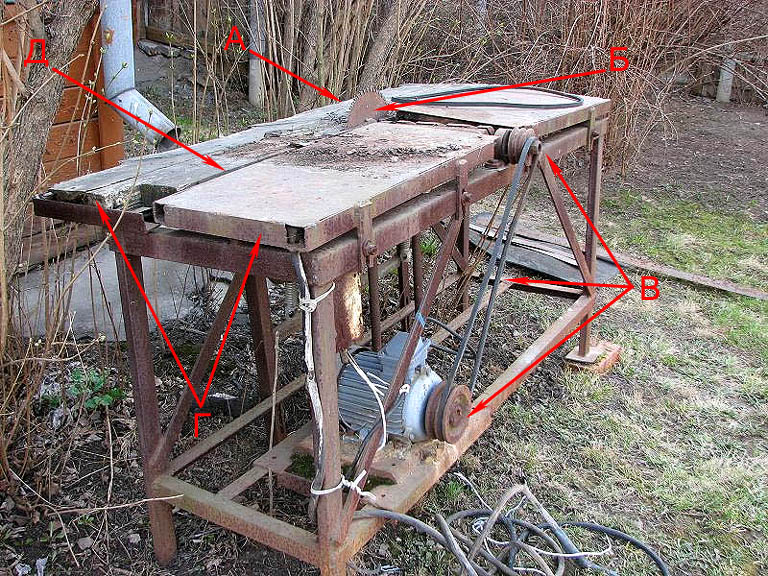
Пример неправильного и опасного устройства циркулярного распиловочно-фуговального станка
Пояснения к нему:
- А – пильный диск без защитного кожуха. Это общая болезнь едва ли всех самодельных циркулярок. Мол, держим пальцы подальше от пилы, пользуемся толкателем заготовки, и все OK. Так вот, к вашему сведению – сейчас в интернете можно запросто нарваться на пильный диск, изготовленный методами порошковой металлургии. Наткнувшись на гвоздик, очень даже охотно разлетается на мелкие острые осколки.
- Б – выступ диска явно больше 1/3 диаметра. «Закусы» дергающейся в руках заготовки, лохматый ступенчатый рез – неизбежны. Травмы в работе – более чем вероятны.
- В – силовая передача также не закрыта коржухом.
- Г, Д – стол из разнородных некачественных материалов. Поперечный перекос заготовки и «увязание» пилы со всевозможным нехорошим последующим также вполне вероятны.
Какие брать диски
Пильный диск – важнейшая часть циркулярки, рабочий орган, ради которого она и делается. К нему же привязывается и вся конструкция станка, так что нужно заранее определиться, какие диски будем использовать в работе, и как выбрать нужный заочно (онлайн) по обозначениям на нем или в описании..

Типы и системы обозначений пильных дисков
Наиболее распространены 2 системы обозначений. По первой (п. А поз. 1 на рис.) последовательно обозначаются:
- диаметр диска по вершинам зубьев, мм;
- ширина реза, мм;
- диаметр установочного (посадочного) отверстия, мм. Типовой (по умолчанию) допуск +0,05 мм не указывается;
- нетиповой допуск на посадку (возможно);
- количество зубьев;
- буквой Т или пиктограммой – наличие на зубьях твердосплавных напаек;
- частота вращения – рабочая (номинальная) просто цифрами, максимально допустимая с приставкой max.
По второй системе обязательно, цифрами через дефисы, указывается типоразмер диска: диаметр по основаниям зубьев, их количество, посадочный диаметр (допуск по умолчанию тот же). Напр., 190-36-30 в п. Б поз. 2 означают диск диаметром 190 мм (по вершинам зубьев будет 200) на 36 зубьев под посадку 30 мм. Отдельно указывается частота вращения, но здесь она максимальная по умолчанию; рабочая на 10% меньше. Остальные параметры указываются или условными обозначениями (п. В поз. 2) или текстуально. Минимальная частота вращения, при которой еще обеспечивается должное качество реза, для сертифицированных дисков со стабилизирующими прорезями (поз. 1, 2, 4, 5) на 50% ниже рабочей, а для сплошных дисков на 25% меньше.
В продаже встречаются вполне качественные «внесистемные» диски (поз. 3-5). Но во всех случаях просто «по дереву» (поз. 2-4) обозначает соответствующую ТУ деловую древесину, фанеру, ДСП, ламинат и др. достаточно качественные древесные материалы. Пилить таким диском не выдержанное сырое дерево опасно – может заклинить и разлететься. Для распиловки дикой древесины выпускаются специальные диски с обозначениями Forest (лес, поз. 5), Wildwood (дикое дерево), Timber (древесина), Log (бревно) и т.п. Диски с такими обозначениями применяются в стационарных маятниковых пилах, циркулярных пилорамах и др. оборудовании для распиловки сырой древесины.
Примечание: если собираетесь пилить циркуляркой металл, будьте внимательны – диски для стали и алюминия не взаимозаменяемы. Продаются также универсальные диски для распиловки любых материалов, но работают они грубо. Пилить «универсалами» ламинат, ЛДСП и др. ламинированные материалы нельзя – покрытие слущивается.
Наконец, в продажу поступает много пильных дисков безо всяких обозначений, поз. 6 на рис. В общем, пилят, но с ними нужно осторожнее: линейную скорость вращения такого диска лучше не давать более 40 м/с. Чтобы получить из нее скорость вращения (для расчета передачи), измеряем диаметр диска по основаниям зубьев D (в мм), и вычисляем его рабочую скорость вращения как 60(40 000/(3,1415хD)). Напр., рабочая скорость вращения «мутного» диска на 200 мм получится 3815 об/мин; лучше взять 3500.
Ручная с рейсшиной
Глубоко и «длинно» пилить домашнему мастеру приходится нечасто, а ручная циркулярка и сама по себе штука полезная. Кроме того, ручной циркулярной пилой с направляющей-рейсшиной можно резать дерево и поперек, и вдоль волокон, и под любым углом. А длины реза до 1,5-2 м вполне достаточно для почти всех отделочных работ и овеществленного творчества.
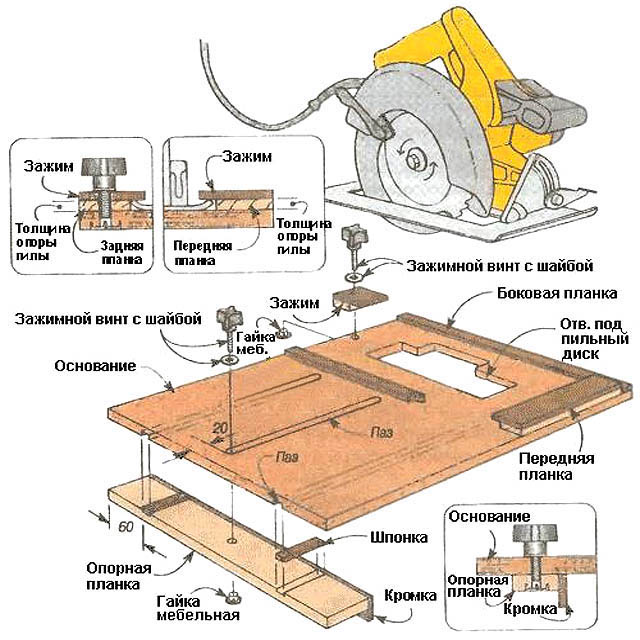
Рейсшин для ручных циркулярок в продаже достаточно, и стоят они недорого, но универсальной нет. Принцип устройства фирменной рейсшины иллюстрирует рис.: опорная плита (башмак) пилы изготавливается с продольным пазом, а рейсшина штампуется с соотв. гребнем (показано стрелкой на рис.).

Использование ручной циркулярной пилы с направляющей-рейсшиной
В работе удобно: нужно только прижимать инструмент сверху, а вбок и на перекос он не уйдет. И в ходе конкурентной борьбы тоже удобно: делаем свои пилы так, чтобы на направляющие «партнеров» они не садились.
Неудобно мастерам – рейсшину подешевле не подберешь. А циркулярка с пазом под направляющую стоит несоразмерно дорого сравнительно с такой же, но с гладким башмаком. Любители делают наоборот: рейсшину с пазом из ламинированной фанеры, а к башмаку крепят пару бобышек (поз. 2б на большом рис. в начале). Но для этого, во-первых, нужен фрезерный стол по дереву, который надо еще сделать (непросто) или купить (за дорого). Во-вторых, и так небольшая глубина реза уменьшается на 16-20 мм. В-третьих, если инструмент еще гарантийный, то от сверления отверстий в башмаке гарантия сгорает. В-четвертых, если пила арендная, то ничего дорабатывать в ней нельзя.
Есть еще один способ, но инструмент в работе нужно будет удерживать в 3-х плоскостях: прижимать, от ухода вбок и от проворота. Фанерное основание направляющей с таком случае может быть тоньше, 6-8 мм. Собственно рейсшиной будет закрепленная на нем ровная рейка (или отрезок стального уголка и т.п.), см. след. рис.:

Как самому сделать направляющую для ручной циркулярки
«Наладка» приспособления сводится к тому, что циркуляркой просто отрезают лишнее от основания. Крепится такая направляющая к доске/листу материала струбцинами, как и фирменная. При работе на верстаке под основание подкладывают проставки толщиной чуть больше таковой материала; глубина реза от этого соотв. уменьшается.
Стол для ручной циркулярки
Конструкций самодельных распиловочных столов для ручных циркулярок множество, но большинство из них плоды творческого поиска и/или самовыражения. Впрочем, вполне работоспособные. Однако оптимальные варианты для тех кому надо не сделать и показать, а работать на нем, просматриваются достаточно ясно.
Это – откидной распиловочный стол для ручной циркулярной пилы (слева на рис.). Столешница – ламинированная фанера от 12 мм; царги высотой от 400 мм – мебельная ЛДСП 16-24 мм. Делать царги составными из досок нежелательно, нужной жесткости стола не получится. Свесы столешницы – 30-60 мм.
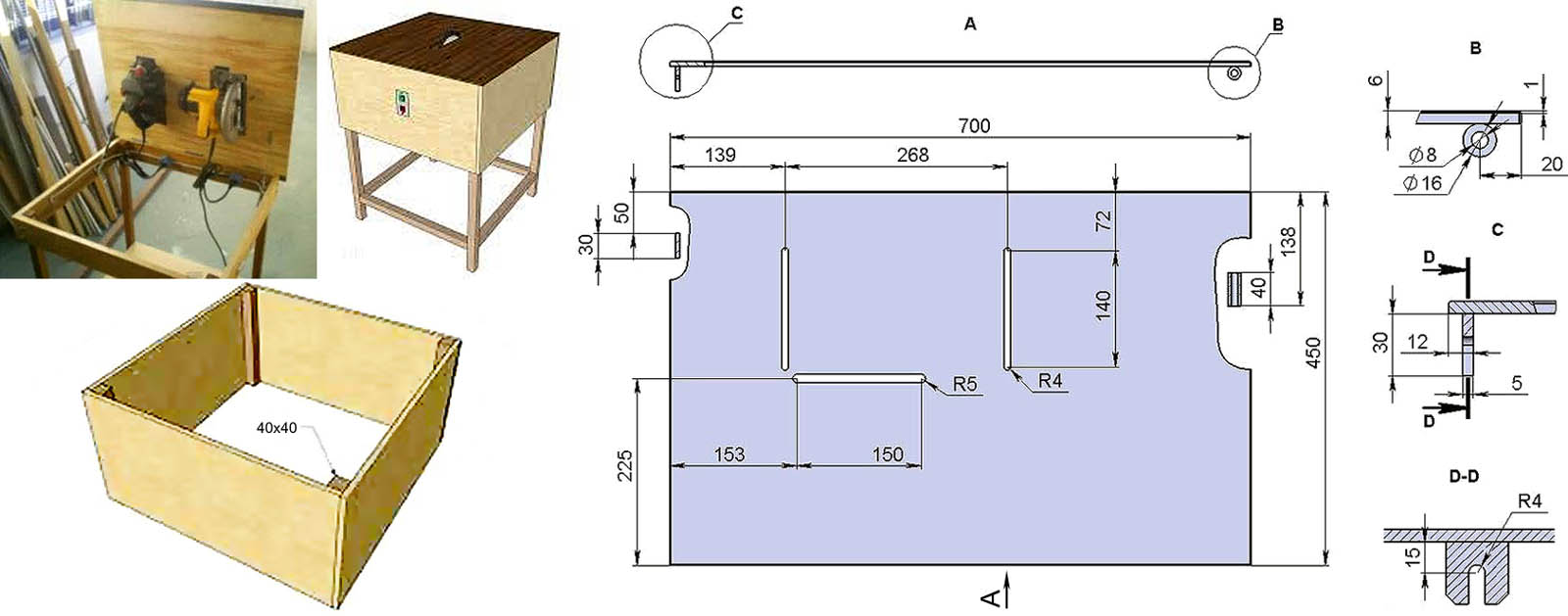
Конструкция распиловочного стола для ручной циркулярной пилы
Конструкция столешницы циркулярного стола показана справа на рис. Сквозные пазы под выход пильного диска (можно один паз) вырезаются шириной 6-10 мм. Особой точности при этом не требуется, т.к. упор (см. ниже) выставляется на распиловку по пильному диску. Размеры столешницы можно менять произвольно (до прим. 900х1200 мм из 16 мм фанеры). Фиксация в рабочем положении (узел С на рис.) – винтами М8 с гайками-барашками. Узел вращения (поз. В) – отрезок трубы (можно пластиковой). Его крепление к столешнице – можно винтами с потайными головками через сквозные отверстия.
Вместо петель – Г-образные куски прута D8; небольшой люфт в трубе на качество распиловки не влияет. Каждая «петля» дополнительно сгибается в вертикальной плоскости под углом 30-45 градусов. На длинных палочках «Г» нарезается резьба, и они крепятся в царге парами гаек с разрезными шайбами. Крепежные отверстия в царге лучше размечать по месту, вставив «петли» в трубу и уложив столешницу на основание.
Упор
Делать массивный скользящий упор для заготовки, как на поз. 3б на большом рис. в начале, не обязательно. Его (упор) лучше изготовить из отрезка стального уголка от 40х40, обрезав вертикальную полку как показано здесь на рис. (вид сзади).

Конструкция скользящего упора из стального уголка для самодельного циркулярного стола
Крепится такой упор к столешнице струбцинами, а выверять его параллельность пильному диску нужно в любом случае; делается это слесарным угольником с миллиметровыми делениями.
Крепление инструмента
Крепление ручной циркулярки в распиловочном столе в зажимах
Циркулярка крепится к исподу столешницы диском вверх. Если инструмент не гарантийный, а потеря глубины реза несущественна, в башмаке пилы сверлятся 4 отверстия D8, и крепится она сквозными винтами с головками впотай. Весьма желательно между башмаком и столешницей проложить 1-2 мм резину (напр., от автокамеры), качество реза заметно улучшится вследствие гашения вибраций инструмента. Если же потери глубины реза необходимо свести к минимуму, в столешнице делают сквозной вырез под башмак инструмента, пилу крепят к стальному листу толщиной 3-6 мм, а его – в прямоугольной лунке на лицевой (рабочей) поверхности столешницы (см. рис. слева). Но лунку придется выбирать ручным фрезером по дереву, стамеской точно заподлицо не получится.
Если инструмент гарантийный или арендный, потери глубины реза неизбежны, т.к. дырявить башмак пилы нельзя. На такой случай известен вариант крепления пилы в зажимах (см. след. рис.). Для регулярной работы в больших объемах не годится, но сделать можно быстро и день-два ровно попилить получится.

Крепление ручной циркулярной пилы в распиловочном столе с минимальной потерей глубины реза
Примечание: о вариантах самостоятельного изготовления распиловочных столов на основе ручных циркулярных пил см видео; стационарного в мастерскую:
Видео: переделка ручной дисковой пилы Интерскол в циркулярную
настольного домашнего:
Видео: изготовление настольного распиловочного станка
складного в чемодане для работ на выезде:
Видео: переносной компактный распиловочный станок
Стационарный с фугованием
Стационарную циркулярную пилу лучше сразу проектировать с фуговальным барабаном. Без него большая часть трудов по ее изготовлению просто потеряет смысл, разве что ради самого процесса создания.
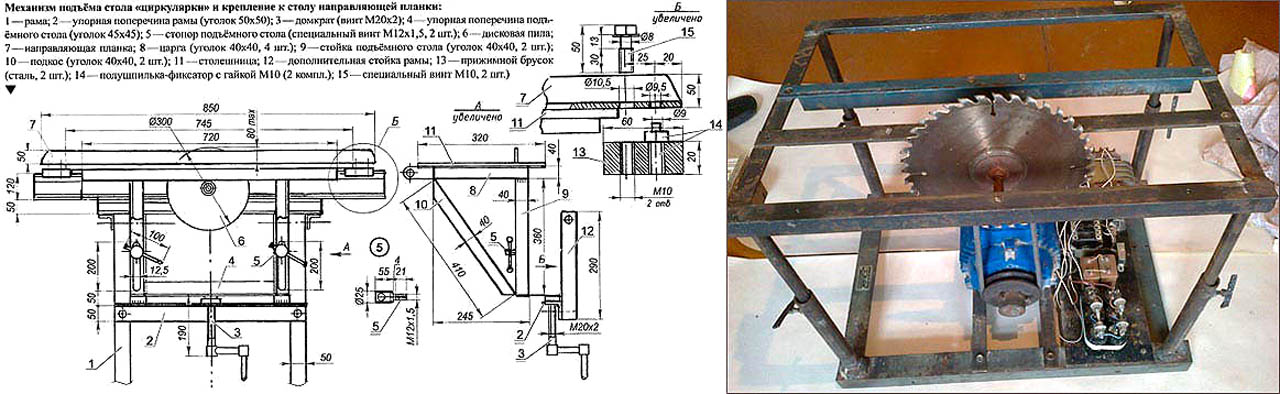
Устройство стационарной циркулярной пилы с фуговальным барабаном показано на рис.:
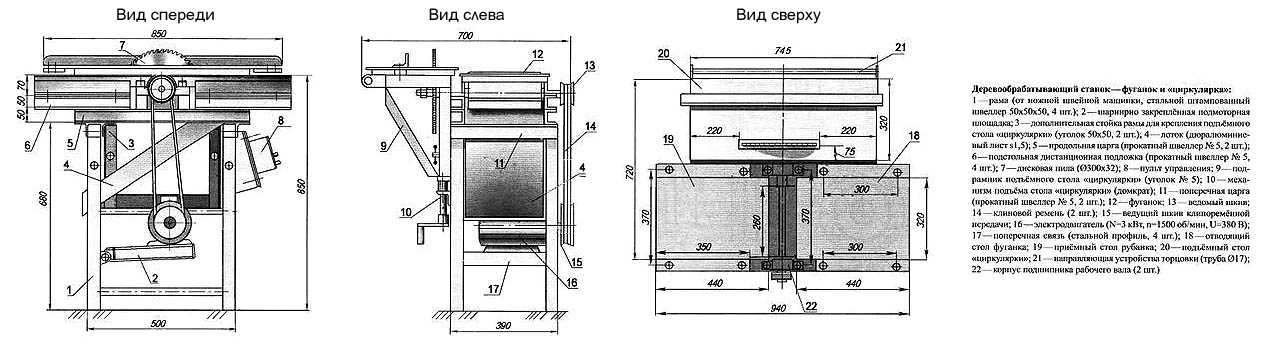
Устройство стационарной циркулярной пилы с фуговальным барабаном
При ее конструировании нужно применить дополнительные меры по безопасности и обеспечению качества работы станка. Во-первых, на время распиловки фуговальный барабан должен накрываться надежно закрепляемой защитной крышкой на подкладках на глубину фугования или чуть больше, поз. А на след. рис.:
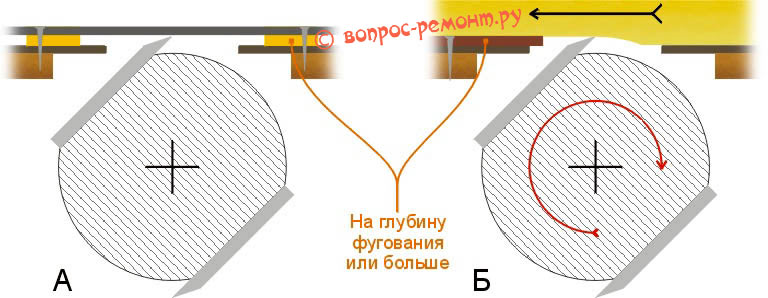
Как приспособить фуговальный барабан к стационарной циркулярной пиле
Потери глубины реза составят ок. 6-8 мм (глубина фугования до 3-4 мм + 3-4 мм толщина крышки. Для фугования на столешницу по всей ее длине за барабаном (по ходу заготовки) крепится рабочая накладка такой же толщины (поз. Б), т.к. нависание отфугованной детали за барабаном приведет к ее состругиванию на клин; очень пологий, но вследствие накопления погрешности в процессе строительства или отделочных работ может выясниться, что весь обработанный материал запорчен.
Примечание: увеличивая толщину рабочей накладки, можно регулировать глубину фугования от максимальной до 0,5 мм.
Мотор имеет значение
Во-вторых, безопасность пользования самодельной циркуляркой и качество распиловки ею (особенно отделочных материалов) во многом определяется внешней характеристикой (ВнХ) двигателя привода станка. ВнХ это зависимость крутящего момента на валу Т от частоты его вращения N; частота вращения (обороты) зависит от сопротивления обрабатываемого материа
а резанию, а оно, в свою очередь, от скорости и усилия подачи заготовки.
ВнХ коллекторного мотора последовательного возбуждения (болгарка, дрель, перфоратор) не монотонна (см. рис.).
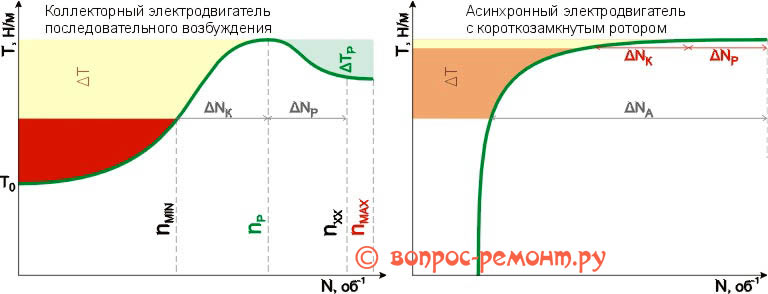
Внешние характеристки коллекторного электродвигателя последовательного возбуждения и асинхронного с короткозамкнутым ротором
Максимум крутящего момента приходится на некоторую частоту вращения nр, несколько меньшую оборотов холостого хода (без нагрузки) nхх. Это хорошо: в области рабочих нагрузок на вал ΔTр мотор тем сильнее крутит пилу, чем тверже материал. Изменение усилия подачи в этих пределах практически не влияет на качество реза, т.к. диск держит обороты в пределах оптимального, и можно работать с наивысшей производительностью.
То же самое, но уже без «приноравливания» пилы к сучкам и пр. неоднородностям, наблюдается в достаточно широком диапазоне перегрузок (область ΔT), т.е. высокой квалификации и тонкого тактильного чувства от оператора не требуется – новичок (не безрукий, разумеется) приложился раз-другой, и все, работа пошла. Но, если сильно нажать, или попадется нечто вроде гвоздя, проявляется опасное в данном случае свойство коллекторного мотора – значительный нулевой крутящий момент Т0. Двигатель, якорь которого насильно заторможен, будет стремиться во что бы то ни стало все-таки провернуться: заготовка может вывернуться и дать по зубам; диск – разлететься.
Примечание: в ручных циркулярках применяются коллекторные моторы параллельного возбуждения и/или со специальными схемами намотки якоря, уменьшающими Т0, но при этом сглаживается и «горб» ВнХ. Поэтому в дрелях и болгарках, где важна «грызущая» способность инструмента при небольшом рабочем ходе, Т0 остается большим. Именно поэтому ставить в болгарку пильный диск больше штатного нельзя – брак в работе неизбежен, а вероятность травматизма резко возрастает; абразивных дисков это касается в меньшей степени.
ВнХ асинхронного электродвигателя с короткозамкнутым ротором монотонная и достаточно жесткая (на том же рис. справа). В оптимальном для данного диска диапазоне скоростей вращения nmin – nmax усилие подачи нужно выдерживать очень точно, тонко чувствуя сопротивление материала, т.е. требуется довольно высокий рабочий навык. «Переподача» приводит к падению как производительности, так и качества реза – слишком медленно крутящийся диск рвет материал. Но, вдруг пилу заклинит – мотор остановится и на начнет разгоняться до полного снятия нагрузки. Если же применяется 3-фазный мотор с устройством запуска от однофазной сети, то его придется выключить и перезапустить. На распиловке длинномера, когда много увеличивается вероятность неловкости в работе, это качество «асинхронной» ВнХ приобретает ценность – новичок/любитель может постепенно научиться работать, не рискуя собой и не портя много материала. Поэтому самодельный циркулярно-фуговальный станок нужно делать только с асинхронным электродвигателем переменного тока с короткозамкнутым ротором.
Подвес мотора
В высокопроизводительные промышленные циркулярные пилы, рассчитанные на долговременную круглосменную работу, ставят большие и тяжелые моторы на 3-5 кВт и более. Помимо прочего, таким образом снижается чувствительность пилы к неоднородностям материала и расширяется диапазон допустимых усилий подачи (см. выше), что, в свою очередь, уменьшает зависимость качества работы от квалификации и усталости работников. Еще одна особенность циркулярок по сравнению с пилорамами – ременная передача с мотора на диск оказывается лучше цепной, поскольку пилить нужно чище, но более качественный материал.
Однако натяжение ремня со временем слабеет, поэтому двигатели промышленных циркулярных пил ставят на опорах, скользящих (и фиксируемых) в пазах (показаны стрелками на поз. 1 рис.).
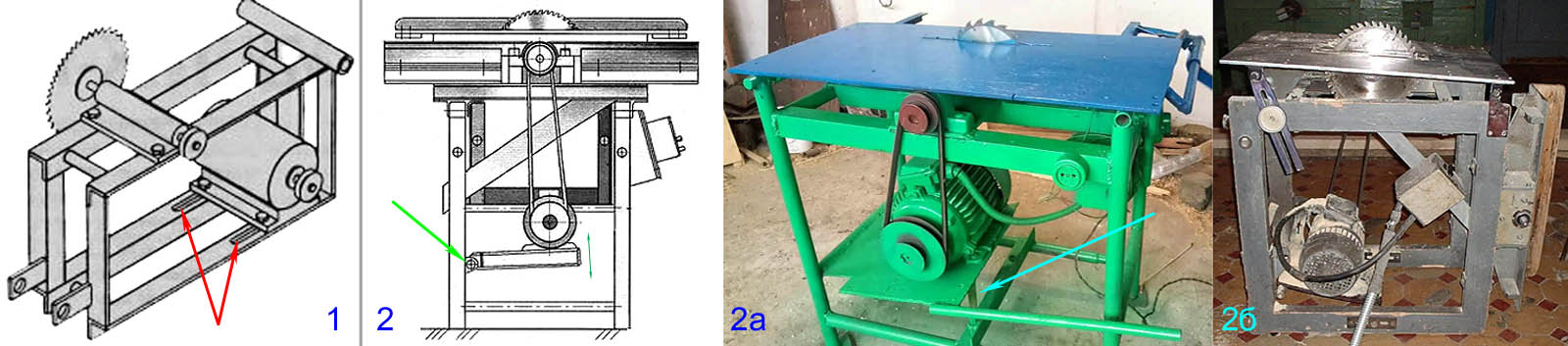
Преимущества маятникового подвеса мотора в самодельной циркулярной пиле перед скользящим
Вырезать длинный ровный паз в металле без специального оборудования (фрезерного станка по металлу) нереально, но и мотора в 1-2 кВт для домашне-хозяйственной циркулярки хватит с запасом, а его можно поставить на маятниковый подвес (поз. 2). Натяжение ремня таким образом обеспечивается автоматически без трудоемких регулировочных работ. Износ ремня в маятниковом подвесе больше, но ведь на своей циркулярке не работают день ото дня полную смену.
Примечание: сборочный узел на поз. 1 рис. выше – маятниковый пильный модуль промышленной циркулярной пилы, позволяющий оперативно устанавливать выход пильного диска над столешницей. Но в аспекте данного раздела это несущественно, а выход диска самодельной циркулярки можно менять не столь оперативно, то конструктивно и технически гораздо более проще, см. рис.:
Устройство механизма подъема/опускания пильного диска самодельной циркулярной пилы
Шарнир подвеса (показан стрелкой на поз. 2) может быть довольно грубым (стальная труба, надетая на штырь и набитая консистентной смазкой), на качество реза это заметно не влияет. Можно обойтись и без шарнира на стальной лист s(4…6) с винтовыми опарами-фиксаторами (показана стрелкой на поз. 2а). Дополнительное преимущество маятникового подвеса мотора – рабочий стол можно сделать наклоняемым, поз. 2б. При распиловке большого количества длинномера (напр. на стройку) достаточно опытным работником это существенно снижает его утомляемость и ускоряет работу.
Примечание: видео материал о постройке своими силами циркулярной пилы с фуговальным барабаном (распиловочно-фуговального станка) см. также сюжет:
Видео: простая самодельная циркулярная пила с фуганком
Узел вращения
Подшипниковый узел (узел вращения) – самая сложная и нагруженная часть циркулярного станка. Мы попробуем обойтись для него минимумом дорогостоящих точных токарных работ на заказ.
Чертежи самодельного подшипникового узла традиционной конструкции даны на рис.
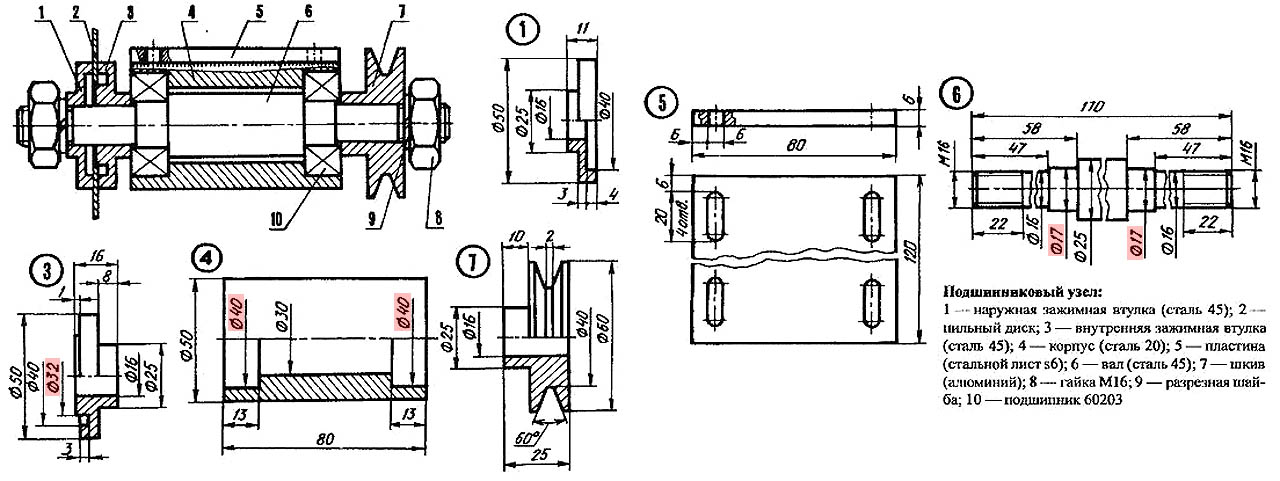
Чертежи подшипникового узла самодельной циркулярной пилы
Критические размеры выделены цветом:
- На поз. 3 D32 – под установочный размер пильного диска (см. выше). Допуск –0,05 мм.
- На поз. 4 D40 – под установку подшипников (см. ниже). Допуск +0,03 мм. Несоосность не более 0,01 мм. Точить начисто в один установ на станке повышенной точности.
- На поз. 6 D17 – под посадку подшипников. Допуск –0,03 мм. Несоосность не более 0,01 мм. Точить начисто в один установ на станке повышенной точности.
- Шкив (поз. 7) вытачивается по размерам согласно передаточному числу, исходя из скорости вращения наличного двигателя, диаметра шкива на его валу и рабочей скорости вращения пильного диска (см. выше).
Ввиду более жестких требований к чистоте реза, чем для пилорамы, но такой же, как на ней, или сравнимой его длине, обычные шарикоподшипники качения, как, напр., для отрезного станка, в циркулярке довольно быстро изнашиваются, и пила начинает бить. Поэтому в данной конструкции применены более выносливые подшипники №60203; на них же будем ориентироваться и далее.
А как бы попроще?
Описанная конструкция подшипникового узла не лишена серьезных недостатков:
- нет фуговального барабана;
- проточить начисто в один установ внутренние диаметры – задачка не для токаря-дилетанта или даже специалиста начальных разрядов;
- от нагрева при приваривании обоймы подшипников 4 к опорной плите 5 обойму может повести, и подшипники не встанут в гнезда, а проточить их начисто в сборе возможно только на карусельном или шейпинговом станке.

Ненадежная конструкция корпуса и подшипникового узла самодельной циркулярной пилы
С фуговальным барабаном на вид вроде решаемо: распилить обойму с плитой пополам, да и все тут. Но настроить станок на вертикальность и устранение перекоса пильного диска вне производственных условий будет стоить мучительного труда без гарантии успеха. Или придется выточить с высокой точностью (на однократное использование) монтажный штырь. Но тогда, чтобы настройка скоро не уплыла, нужен прочный жесткий корпус станка. Вроде сварного УБДС-1 или УБДН-1. Самодельный аналог на резьбовых соединениях (см. рис. справа), быстро разболтается, а после 2-3 перенастроек разобьются и подшипники.
Нетрадиционный подход
А что, если вовсе отказаться от обоймы с опорной плитой? Тогда точить с высокой точностью нужно будет только вал. А крепить как? В дереве к дереву, это еще упростит и удешевит станок. Древесина архаичный, в массовом производстве дорогой и слабо технологичный материал, но для штучной работы совсем не плохой. В старину деревянные парусные линкоры служили по 120-150 лет, с периодическими модернизациями. А современные 40-летние боевые корабли ставят на обновление, только если нет готовой полноценной замены.
Способ крепления подшипникового узла самодельной циркулярной пилы в деревянных обоймах к фанерной столешнице показан на рис.:
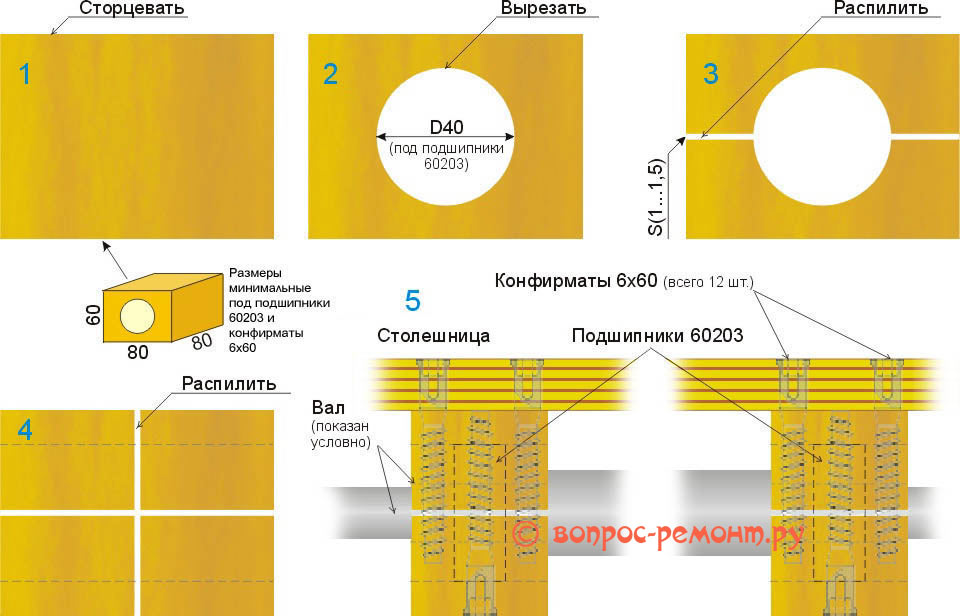
Крепление узла вращения самодельной циркулярной пилы в деревянных обоймах
На обоймы нужна плотная мелкослойная достаточно упругая лиственная древесина. Лучше всего – клен; далее – орех, граб, дуб. Прочный жесткий корпус станка в таком случае также не нужен, достаточно простой «тумбочки», как для стола под ручную циркулярку. Из современных достижений использованы мебельные винты – конфирматы; в мелкослойной древесине они сидят плотно и не развинчиваются от вибраций. «Фишка» конструкции в том, что в процессе юстировки (см. ниже) подшипники вжимаются в дерево и тем самым надежно фиксируются.
Сборка всего узла совмещается с юстировкой:
- В столешнице заранее прорезается паз под пильный диск и сверлятся отверстия под головки конфирматов D6.
- В заготовке обойм также заранее насверливаются пионерные (установочные) отверстия под конфирматы D4,8х60.
- Пустые обоймы «наживляются» пока только верхними конфирматами.
- В обоймы вкладывается вал с подшипниками.
- На вал монтируется пильный диск.
- Верхние конфирматы подтягиваются так, чтобы подшипники встали в обоймах без люфта, но не туго.
- Диск расклинивается в пазу симметрично 4 парами клиньев: 2 парами сверху ближе к центру, 2 парами снизу ближе к краю.
- Подбивая клинышки, выравнивают диск вдоль прорези и по вертикали.
- Верхние конфирматы затягивают до утапливания головок заподлицо со столешницей.
- Затяжку конфирматов ведут поочередно на обоих обоймах в 3-4 приема «конвертом», т.е. с переходом по диагонали.
- Оставляют узел «устояться» на ночь или, лучше, на 2-3 суток, чтобы подшипники вжались в дерево.
- Вынимают клинья, проверяют, не повело ли диск. Если конфирматы затягивались аккуратно и правильно по схеме, не поведет.
- Ставят и затягивают, тоже «конвертом», нижние конфирматы.
- Дают столешнице с подшипниковым узлом еще разок «устояться».
- Снова проверяют установку диска. Не повело, правильно нижние тянули? Узел готов к дальнейшей сборке и работе.
Чертежи вала для данной конструкции даны на рис.:
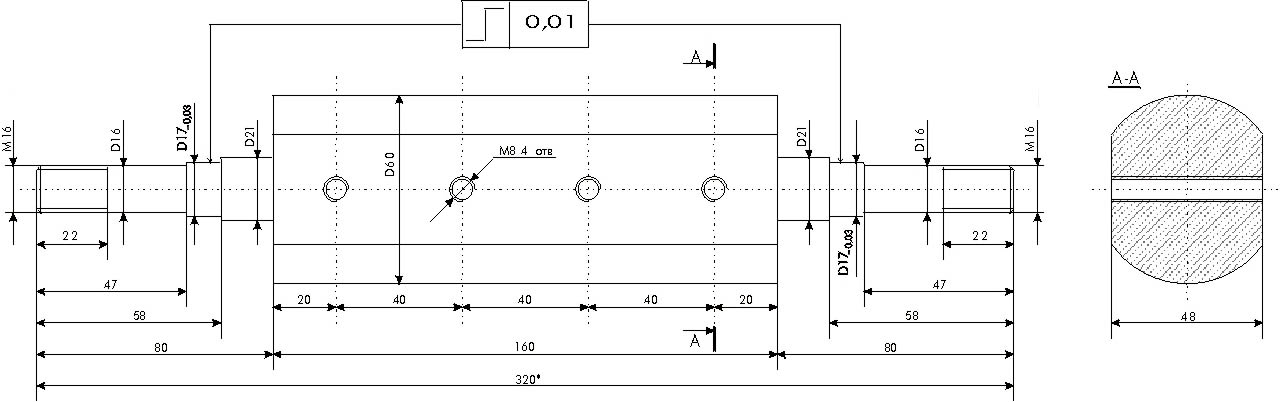
Чертежи вала для циркулярной пилы с фуговальным барабаном
Заготовка – кругляк Ст45 D60. Готовый вал в сборе с фуговальными ножами обязательно (!) балансируется в центрах. Материал в ходе балансировки можно выбирать как с «сырой» поверхности D60, так и с площадок под ножами.
И еще одно приспособление
А что делать, если нужно обрезать заготовку поперек или под углом? Мастерить отрезной станок? Возможно своими руками, но, для тонких заготовок (досок, паркета, ламината, дверных наличников) не обязательно.
Для таких целей существуют поперечные/угловые каретки к циркулярным пилам.
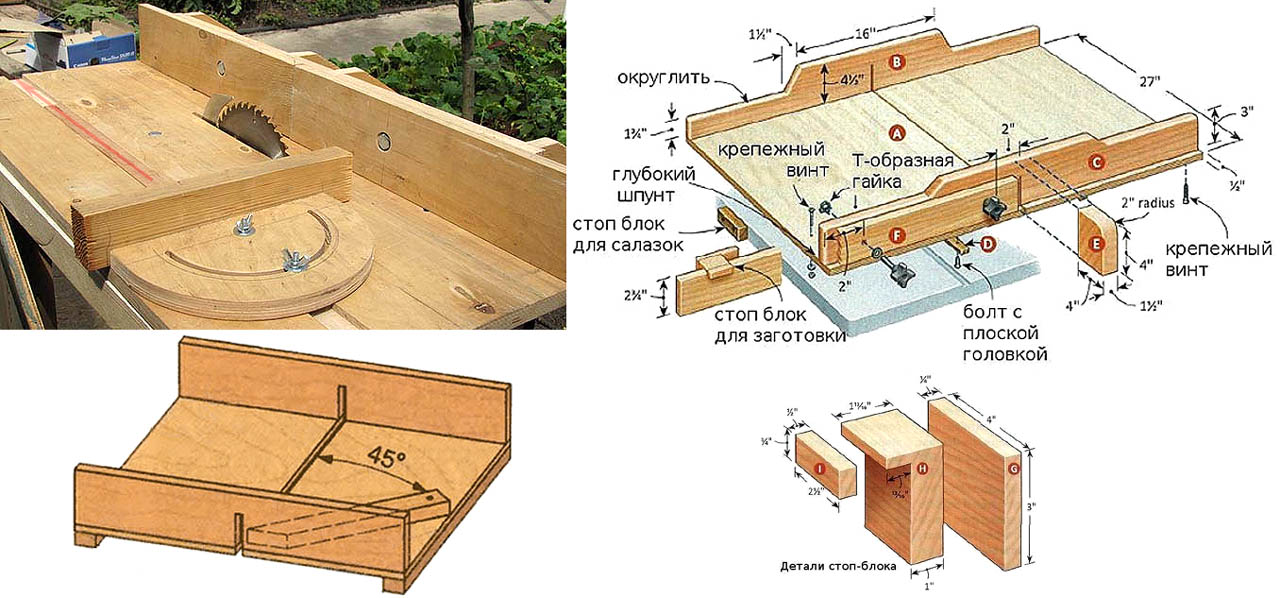
Устройство и чертежи поперечных/угловых кареток к циркулярной пиле
Если есть фрезерный стол или доступ к нему, то в столешнице (снятой со станка) выбирают продольный паз и делают к нему угловой упор (слева вверху на рис.); стрелкой показано направление подачи, а заготовка во время нее прижимается к упору. Если нет – можно сделать поперечную каретку (слева внизу и, справа, чертежи); возможно, с упором на самый востребованный фиксированный угол 45 градусов. Для поперечного отпила доску укладывают вдоль каретки; для реза под 45 градусов – с перекосом. Каретку двигают так, чтобы пильный диск прошел по прорези в ней, вот и все. Не очень хорошо, что много глубины реза теряется, но при выходе диска в 50 мм доски толщиной до 20-25 мм пилить можно. Дополнительно – видео, как сделать поперечную каретку к циркулярке:
Видео: простой и практичный циркулярный станок
cope itemtype=»//schema.org/Article» data-nonce=»9e83df40a8″>





(Пока оценок нет)
cope itemtype=»//schema.org/Organization»>

Загрузка…



